قالب گیری فشرده سازی لاستیک یکی از قدیمی ترین و پرکاربردترین فرآیندها در ساخت قطعات لاستیکی است و ماشینی که در مرکز این فرآیند قرار دارد - دستگاه قالب گیری فشرده سازی لاستیک - سنگ بنای خطوط تولید در بخش های خودرو، هوافضا، آب بندی صنعتی و کالاهای مصرفی است. علیرغم ظهور فناوریهای قالبگیری تزریقی و انتقالی، قالبگیری فشرده به دلیل سادگی، مزایای هزینه ابزار و مناسب بودن برای طیف گستردهای از ترکیبات لاستیکی و هندسه قطعات دوام میآورد. درک اینکه این ماشینها چگونه کار میکنند، چه چیزی تجهیزات باکیفیت را از متوسط متمایز میکند، و نحوه تطبیق مشخصات ماشینها با نیازهای تولیدی شما برای مهندسان، مدیران تدارکات و اپراتورهای کارخانه که با محصولات لاستیکی ولکانیزه کار میکنند ضروری است.
ماشین قالب گیری فشرده سازی لاستیکی چه کاری انجام می دهد
الف دستگاه قالب گیری فشرده سازی لاستیک حرارت و فشار کنترل شده را به بار از پیش اندازه گیری شده از ترکیب لاستیکی پخته نشده که مستقیماً در یک حفره قالب باز قرار می گیرد اعمال می کند. هنگامی که دستگاه تحت فشار هیدرولیک قالب را می بندد، لاستیک مجبور می شود تا با شکل حفره مطابقت داشته باشد. گرمای پایدار - معمولاً بین 150 درجه سانتیگراد و 200 درجه سانتیگراد بسته به ترکیب - باعث ولکانیزاسیون می شود، فرآیند اتصال متقابل شیمیایی که ترکیب لاستیکی نرم و انعطاف پذیر را به یک قطعه نهایی بادوام و الاستیک تبدیل می کند. هنگامی که چرخه پخت کامل شد، قالب باز میشود و قطعه برداشته میشود، که اغلب نیاز به آبزدایی دستی دارد تا مواد اضافی که به خط جداکننده سرازیر شدهاند اصلاح شود.
فرآیند قالب گیری فشرده به ویژه برای لاستیک طبیعی، EPDM، سیلیکون، نئوپرن، نیتریل (NBR) و فلورالاستومرها (FKM/Viton) مناسب است. معمولاً برای تولید مهر و موم، واشر، حلقه های O، لرزشگیر، دیافراگم، بوشینگ و پروفیل های لاستیکی سفارشی استفاده می شود. از آنجایی که قالب در حین بارگذاری باز است، قالبگیری فشاری لاستیک تقویتشده با پارچه، قطعات متصل به فلز با لاستیک را در خود جای میدهد و به طور طبیعیتری نسبت به فرآیندهای قالبگیری تزریقی وارد میشود، که آن را به روش ترجیحی برای اجزای پیچیده لاستیک کامپوزیت تبدیل میکند.
اجزای اصلی یک ماشین قالب گیری فشرده سازی لاستیکی
درک اجزای اصلی یک ماشین قالبگیری فشرده، هم اصول عملکرد آن و هم فاکتورهای کیفیت کلیدی را برای ارزیابی هنگام مقایسه مدلهای تولیدکنندگان مختلف روشن میکند.
سیستم هیدرولیک
سیستم هیدرولیک قلب نیروی مولد ماشین است. یک پمپ هیدرولیک سیال را به داخل سیلندرهایی هدایت می کند که صفحه متحرک را فعال می کنند و نیروی گیره ای ایجاد می کند که قالب را می بندد و فشار را در طول چرخه پخت حفظ می کند. نیروی بستن بر حسب تن اندازه گیری می شود و مستقیماً حداکثر اندازه قالب و فشار حفره قابل دستیابی را تعیین می کند. ماشین آلات از واحدهای رومیزی کوچک 10 تا 50 تنی برای کارهای آزمایشگاهی و نمونه اولیه تا پرس های تولیدی بزرگ بیش از 1000 تن برای قطعات خودرو و صنعتی می باشد. پایداری فشار سیستم هیدرولیک در حین پخت بسیار مهم است - نوسانات باعث تغییرات ابعادی در قسمت نهایی می شود و می تواند منجر به پر شدن ناقص یا حفره های لاستیک شود.

صفحات گرم شده
صفحات بالایی و پایینی صفحات فلزی صاف و آسیاب شده ای هستند که نیمه های قالب را نگه می دارند و گرما را به آنها منتقل می کنند. صفحات داخلی با استفاده از عناصر مقاومت الکتریکی، بخار یا گردش روغن داغ گرم می شوند. گرمایش الکتریکی به دلیل قابلیت کنترل دقیق و سهولت نگهداری در ماشینهای مدرن رایجتر است. گرمایش با بخار سرعت گرمایش سریع را ارائه می دهد اما به زیرساخت ها و سیستم های مدیریت فشار نیاز دارد. یکنواختی توزیع دما در سطح صفحه یکی از مهمترین شاخصهای کیفیت برای ماشینهای قالبگیری فشاری است – تغییرات دمایی بیش از ۳± درجه سانتیگراد در سراسر صفحه میتواند باعث پخت ناهموار شود و در نتیجه قطعاتی با سختی، چگالی و دقت ابعادی متناقض در سراسر قالب ایجاد شود.
سیستم کنترل
ماشینهای قالبگیری فشردهسازی لاستیک مدرن از سیستمهای کنترل مبتنی بر PLC (کنترلکننده منطق قابل برنامهریزی) با صفحه لمسی HMI (رابط انسان و ماشین) استفاده میکنند که به اپراتورها اجازه میدهد دستور العملهای درمان را برنامهریزی و ذخیره کنند - ترکیبی از تنظیمات دما، فشار و زمان برای ترکیبات لاستیکی خاص و هندسه قطعات. ماشینهای پیشرفته کنترل فشار چند مرحلهای، تنفس خودکار قالب (انتشار فشار لحظهای کنترلشده برای خروج هوای محبوس شده و مواد فرار در طول پخت) و ادغام با نظارت بر تولید و سیستمهای داده با کیفیت را ارائه میکنند. ماشینهای سطح ورودی ممکن است از کنترلهای تایمر و ترموستات مبتنی بر رله یا آنالوگ سادهتر استفاده کنند که دقت و قابلیت ردیابی را محدود میکند اما هزینه را کاهش میدهد.
پارامترهای کلیدی فرآیند و چگونگی تأثیر آنها بر کیفیت قطعه
کیفیت قالب گیری فشرده سازی لاستیک توسط سه پارامتر فرآیند وابسته به هم کنترل می شود: دما، فشار و زمان. درست کردن این موارد برای یک ترکیب لاستیکی خاص و طراحی قالب، اساس تولید ثابت است.
| پارامتر | محدوده معمولی | اثر خیلی کم | اثر خیلی زیاد |
| دما | 150 تا 200 درجه سانتی گراد | Undercure; قطعات نرم و ضعیف | درمان بیش از حد؛ شکنندگی، تخریب سطح |
| فشار | فشار حفره 5 تا 15 مگاپاسکال | پر کردن ناقص؛ تخلخل؛ عکس های کوتاه | فلاش بیش از حد؛ آسیب قالب |
| زمان درمان | 2 تا 20 دقیقه (وابسته به ترکیب) | Undercure; چسبندگی خواص مکانیکی ضعیف | بازگشت (به NR)؛ زمان چرخه تلف شده |
زمان پخت برای ترکیب خاص است و باید قبل از شروع تولید، از طریق آزمایش رئومتر (با استفاده از ابزارهایی مانند MDR - رئومتر قالب متحرک) تعیین شود. رئومتر یک منحنی پخت ایجاد می کند که زمان پخت بهینه (T90 - زمان رسیدن به 90 درصد حداکثر گشتاور) را برای یک دمای معین نشان می دهد. اجرای قطعات در T90 به جای پخت بیش از حد، زمان چرخه و مصرف انرژی را بدون به خطر انداختن خواص مکانیکی کاهش می دهد. بسیاری از مراکز تولیدی دادههای درمان رئومتر را در کنار دستور العملهای درمان PLC ذخیره میکنند تا قابلیت ردیابی را حفظ کنند و هنگام تغییر دستههای مواد خام، امکان تنظیم سریع دستور پخت را فراهم کنند.
انواع ماشین های قالب گیری فشرده سازی لاستیک
ماشینهای قالبگیری فشردهسازی لاستیکی در چندین پیکربندی ساختاری و عملیاتی موجود هستند که هر کدام برای مقیاسهای مختلف تولید و نیازهای قطعه مناسب هستند.
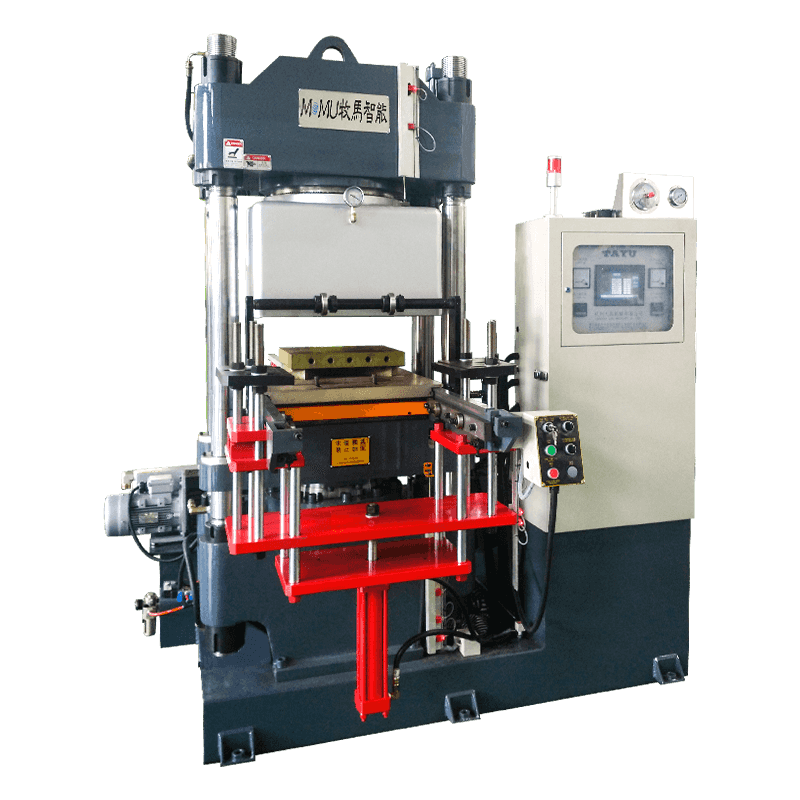
- مطبوعات یک روزه: رایج ترین پیکربندی، با یک مجموعه از صفحات بالا و پایین که در یک عمل باز و بسته می شوند. کارکرد و نگهداری ساده و مناسب برای اکثر تولید قطعات لاستیکی استاندارد. در اندازه های مختلف از مدل های آزمایشگاهی رومیزی گرفته تا پرس های صنعتی بزرگ موجود است.
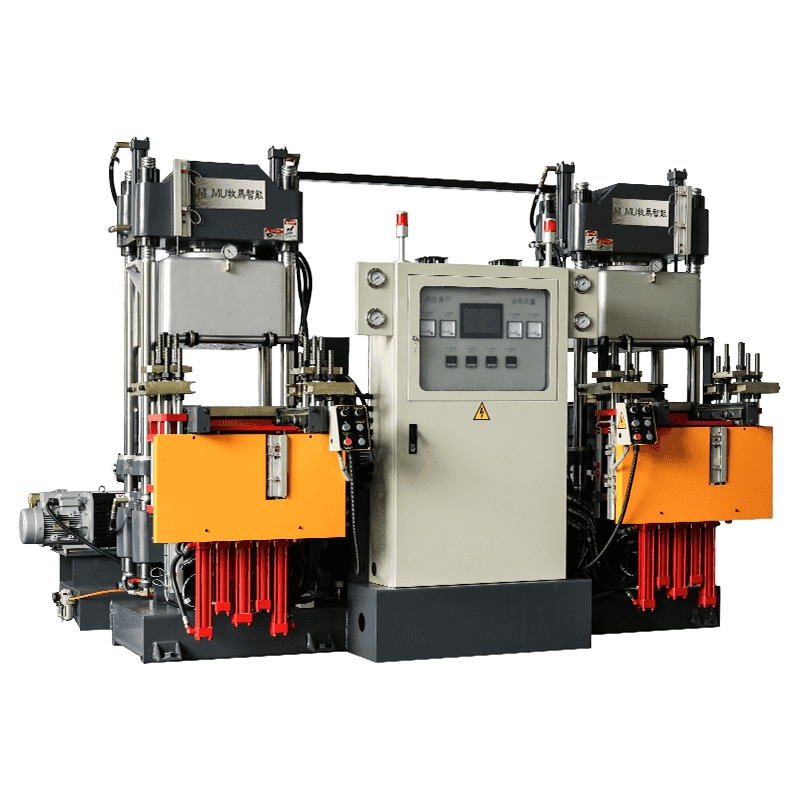
- مطبوعات چند روزه: دارای چندین سطح باز شدن قالب (نور روز) که به صورت عمودی در یک قاب پرس قرار گرفته اند و به چندین قالب اجازه می دهد به طور همزمان در یک چرخه پرس خشک شوند. به طور قابل توجهی خروجی در هر دستگاه را افزایش می دهد و به طور گسترده در تولید واشر و آب بندی با حجم بالا استفاده می شود.
- پرس میز دوار: از چرخ فلک چرخشی ایستگاه های قالب استفاده می کند که از طریق موقعیت های بارگیری، فشار دادن و تخلیه بارگذاری شاخص می شوند. عملکرد مداوم را با کاهش زمان خرابی اپراتور بین چرخه ها فعال می کند که برای تولید قطعات کوچک تا متوسط با حجم بالا مناسب است.
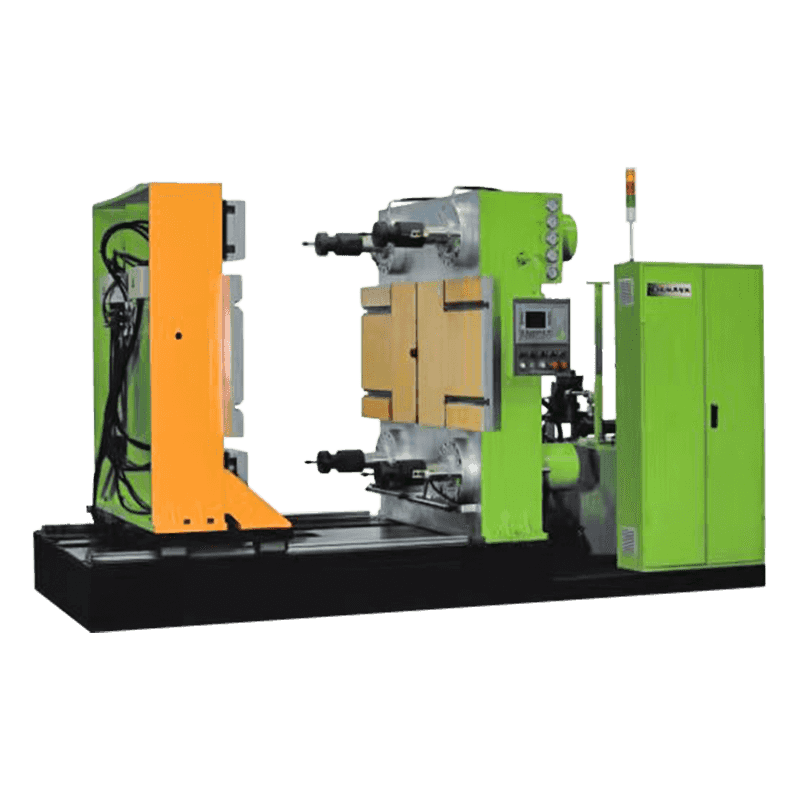
- دستگاه قالب گیری فشرده سازی خلاء: این دستگاه ها مجهز به یک محفظه خلاء در اطراف ناحیه قالب هستند، قبل و در حین بسته شدن هوا را از حفره قالب خارج می کنند. این از گیر افتادن هوا در لاستیک جلوگیری می کند، که برای قطعات سیلیکونی و سایر کاربردهایی که تخلخل غیرقابل قبول است - مانند دستگاه های پزشکی، مهر و موم های تماس با مواد غذایی و دیافراگم های با کارایی بالا، حیاتی است.
- پرس هیدرولیک چهار ستونه: از چهار ستون راهنمای عمودی در اطراف ناحیه صفحه برای موازی سازی دقیق در طول بسته شدن قالب استفاده می کند. برای قالبهای بزرگ یا دقیق که در آن انحراف صفحه یا ناهماهنگی باعث فلاش ناهموار، عدم تطابق خط جدایی یا تغییرات ابعادی در قالب میشود، ترجیح داده میشود.
قالب گیری فشرده در مقابل قالب گیری انتقالی و تزریقی برای لاستیک
سازندگان لاستیک اغلب با این تصمیم مواجه می شوند که آیا فشرده سازی، انتقال یا قالب گیری تزریقی فرآیند مناسبی برای یک قطعه خاص است. هر کدام دارای مزایا و محدودیتهای واضحی هستند که باید با توجه به حجم تولید، پیچیدگی قطعات، نوع مواد و بودجه ابزار ارزیابی شوند.
| عامل | فشرده سازی | انتقال | تزریق |
| هزینه ابزار | کم | متوسط | بالا |
| زمان چرخه | طولانی تر | متوسط | کوتاه ترین |
| زباله های مواد | متوسط (فلش) | متوسط (گلدان/اسپر) | کم |
| پیچیدگی قطعه | کم to Medium | متوسط | بالا |
| قالب گیری را وارد کنید | عالی | خوب | محدود |
| تناسب حجم | کم to medium | متوسط | بالا volume |
| مهارت اپراتور مورد نیاز است | متوسط | متوسط | بالاer |
قالب گیری فشرده به طور مداوم بر هزینه ابزار و انعطاف پذیری قالب گیری وارد می شود، به همین دلیل است که فرآیند غالب برای توسعه نمونه اولیه، دوره های کوتاه تولید و قطعاتی که نیاز به اتصال فلز یا پارچه دارند، باقی می ماند. برای کاربردهای با حجم بسیار بالا که هزینه نیروی کار به ازای هر قطعه به عامل اقتصادی غالب تبدیل میشود، چرخه خودکار قالبگیری تزریقی و حداقل نیاز به تریم فلاش معمولاً سرمایهگذاری بیشتر در تجهیزات و ابزار را توجیه میکند.
هنگام انتخاب ماشین قالب گیری فشرده سازی لاستیک چه چیزی را باید ارزیابی کرد
انتخاب ماشین مناسب نیاز به همراستایی دقیق بین مشخصات محصول، حجم تولید، ترکیبات لاستیکی و محیط عملیاتی شما دارد. خرید تجهیزات نامشخص باعث ایجاد تنگناها می شود. تعیین بیش از حد سرمایه اتلاف معیارهای زیر باید هر ارزیابی جدی را راهنمایی کند:
- نیروی بستن: تناژ مورد نیاز را بر اساس فشار حفره پیش بینی شده (معمولاً 7 تا 12 مگاپاسکال برای اکثر ترکیبات لاستیکی) ضرب در کل سطح پیش بینی شده همه حفره ها به اضافه سطح فلاش در قالب محاسبه کنید. همیشه یک حاشیه ایمنی حداقل 20% برای تطبیق تنوع بین ترکیبات و طرح های قالب در نظر بگیرید.
- اندازه بشقاب: صفحه باید به اندازه ای بزرگ باشد که بزرگ ترین قالب شما را با فاصله از همه طرف برای گیره و یکنواختی حرارتی در خود جای دهد. اندازه های استاندارد صفحه از 200 × 200 میلی متر برای پرس های آزمایشگاهی کوچک تا 1200 × 1200 میلی متر یا بیشتر برای ماشین های تولید صنعتی متغیر است.
- یکنواختی دما: مشخصات یکنواختی دمای صفحه را از سازنده درخواست کنید و در صورت امکان آن را به طور مستقل تأیید کنید. برای قطعات سیلیکونی دقیق یا لاستیکی درجه پزشکی، یکنواختی ± 2 درجه سانتیگراد یا بهتر در سراسر سطح صفحه کامل ضروری است.
- افتتاحیه در روز: حداکثر فاصله بین صفحات باز باید با ارتفاع قالب به علاوه فضای خالی برای برداشتن و بارگذاری قطعه مطابقت داشته باشد. نور روز ناکافی اپراتورها را مجبور به موقعیتهای نامناسب میکند که زمان چرخه را کاهش میدهد و ریسک ارگونومیک را افزایش میدهد.
- پیچیدگی سیستم کنترل: ارزیابی کنید که آیا ذخیره سازی دستور العمل های PLC، ثبت داده ها، و قابلیت های نظارت از راه دور با مدیریت کیفیت و الزامات ردیابی شما مطابقت دارند یا خیر. صنایعی مانند خودروسازی (IATF 16949) و پزشکی (ISO 13485) انتظارات مستندسازی فرآیند خاصی دارند که ماشینهای سادهتر نمیتوانند آنها را پشتیبانی کنند.
- الفfter-sales support and spare parts availability: مهر و موم های هیدرولیک، عناصر گرمایشی و اجزای کنترلی در طول زمان فرسوده می شوند. تأیید کنید که سازنده یا یک توزیع کننده محلی موجودی قطعات یدکی را نگهداری می کند و می تواند پشتیبانی فنی را در زمان پاسخ قابل قبول برای محیط تولید شما ارائه دهد.
روش های تعمیر و نگهداری که عمر ماشین را افزایش می دهد و از کیفیت قطعه محافظت می کند
الف rubber compression molding machine operating in production conditions is subject to continuous thermal cycling, hydraulic pressure stress, and rubber compound contamination. A disciplined maintenance routine is not optional — it is the difference between a machine that delivers consistent output for 20 years and one that generates defects and downtime within five.
- روزانه: سطوح صفحه و سطوح جداکننده قالب را از فلاش و بقایای ترکیبی با استفاده از عامل آزاد کننده مناسب و ابزارهای غیر ساینده تمیز کنید. سطح سیال هیدرولیک را بررسی کنید و نشت های قابل مشاهده در اطراف سیل سیلندر و اتصالات را بررسی کنید. خوانش دمای صفحه را با یک ترموکوپل مدرج بررسی کنید.
- هفتگی: وضعیت مایع هیدرولیک و وضعیت فیلتر را بررسی کنید. ستون های راهنما و موازی صفحات را بررسی کنید. بررسی کنید که همه اینترلاکهای ایمنی - از جمله توقفهای اضطراری، پردههای نور، و شیرهای فشار شکن - به درستی کار میکنند.
- ماهانه: کنترل کننده های دما و ترموکوپل ها را بر اساس مرجع قابل ردیابی کالیبره کنید. مقاومت المنت گرمایشی را بررسی کنید تا عناصری را که به پایان عمرشان نزدیک میشوند، قبل از شکست در تولید، شناسایی کنید. سیل سیلندرهای هیدرولیک را برای علائم گریه بررسی کنید.
- الفnnually: تعویض کامل سیال هیدرولیک و تعویض فیلتر. اندازه گیری صافی صفحه و در صورت لزوم اصلاح. بازرسی کامل سیستم الکتریکی شامل سفتی ترمینال، مقاومت عایق و تعویض باتری PLC.
الف rubber compression molding machine is a long-term capital investment whose return depends on process discipline as much as machine quality. Matching the right machine specification to your product range, establishing precise process parameters for each compound, and maintaining the equipment to manufacturer standards are the three pillars of productive, cost-effective rubber compression molding. For manufacturers who get this combination right, compression molding remains one of the most reliable and economically efficient rubber forming processes available.