آنچه که یک ماشین قالب گیری ویژه BMC در واقع انجام می دهد
یک دستگاه قالبگیری ویژه BMC بهطور خاص برای پردازش ترکیب قالبگیری حجیم، یک ماده گرماسخت ساخته شده از رزین پلی استر غیراشباع ترکیب شده با الیاف شیشه، پرکنندههای معدنی و عوامل پخت طراحی شده است. برخلاف ماشینهای قالبگیری تزریقی همه منظوره که برای ترموپلاستیکها ساخته شدهاند، یک ماشین BMC باید یک ترکیب خمیری یا بتونهمانند را کنترل کند که بهجای ذوب و انجماد دوباره، بهطور برگشتناپذیری تحت گرما و فشار عمل کند. این تفاوت شیمی اساسی تقریباً هر تصمیم طراحی در ماشین را هدایت می کند، از هندسه پیچ تا سیستم کنترل دمای قالب.
این ماشینها بهطور گسترده برای تولید قطعات الکتریکی مانند محفظههای قطعکننده مدار، قطعات سوئیچگیر، عایقها و بدنههای اتصال، و همچنین قطعات خودرو مانند بازتابنده چراغهای جلو، پوششهای موتور و سپر حرارتی استفاده میشوند. جذابیت BMC در خواص عایق الکتریکی عالی، مقاومت در برابر حرارت و پایداری ابعادی آن نهفته است، به همین دلیل است که سازندگان به جای تطبیق با پرس های تزریق استاندارد، روی ماشین هایی که به طور خاص بر روی این ماده ساخته می شوند، سرمایه گذاری می کنند.
اجزای اصلی که ماشین های BMC را متمایز می کند
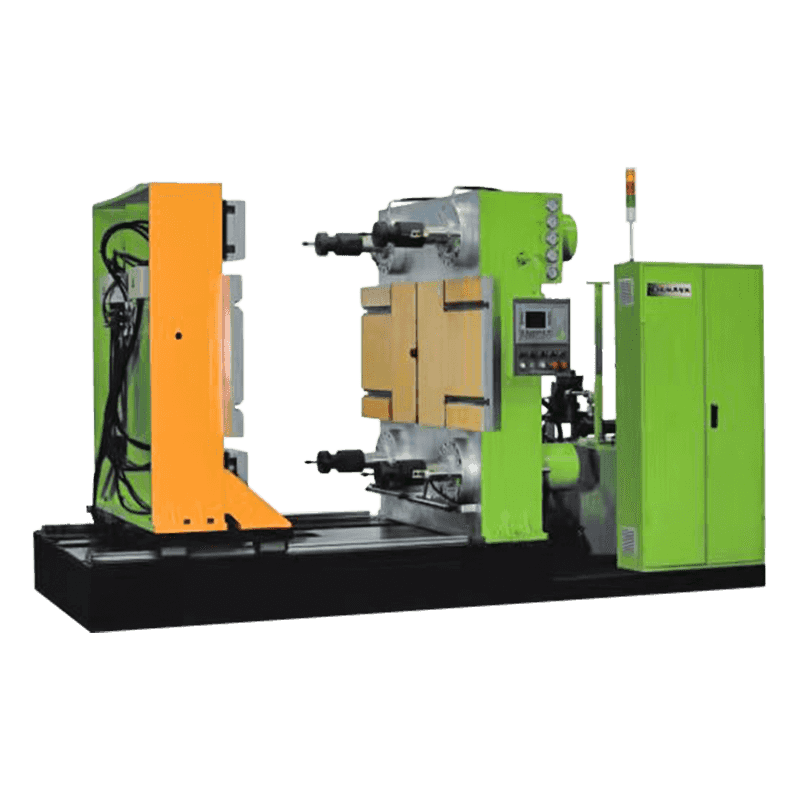
واحد پلاستیک سازی در دستگاه قالب گیری ویژه BMC معمولاً از یک پیچ کم فشار با عمق پرواز کم استفاده می کند، زیرا این ترکیب نیازی به ذوب شدن مانند گلوله های پلاستیکی ندارد. در عوض، وظیفه پیچ انتقال و گرم کردن ملایم مواد بدون ایجاد گرمای برشی بیش از حد است که می تواند باعث پخت زودرس در داخل بشکه شود. برش بیش از حد یکی از شایع ترین علل آسیب پیچ یا بشکه در این ماشین ها است، بنابراین تنظیمات سرعت پیچ و فشار برگشتی بسیار محافظه کارانه تر از یک پرس ترموپلاستیک معمولی است.
خود قالب به جای سرد شدن، معمولاً تا دمای بین 140 تا 170 درجه سانتیگراد گرم می شود که بستگی به فرمول رزین خاص دارد، زیرا پخت یک واکنش شیمیایی فعال شده با گرما است نه انجماد مبتنی بر خنک کننده. گرمایش معمولاً از طریق بخاری های کارتریج الکتریکی یا کانال های گردش روغن تعبیه شده در صفحات قالب حاصل می شود و توزیع دقیق و یکنواخت دما در سطح قالب برای جلوگیری از تاب برداشتن یا پخت ناقص در بخش های ضخیم تر قطعه بسیار مهم است.
زیرسیستم های کلیدی در یک ماشین معمولی
- واحد تزریق یا انتقال برای تغذیه ترکیب به داخل حفره قالب
- سیستم صفحه حرارتی برای حفظ دمای قالب سازگار
- واحد بستن به اندازه ای است که در برابر فشار داخلی ایجاد شده در طول پخت مقاومت کند
- سیستم خلاء یا دریچه برای حذف هوای محبوس شده و محصولات فرّار
- سیستم تخلیه خودکار طراحی شده برای رسیدگی به قطعات شکننده و تازه پخته شده به آرامی
تنظیمات قالب گیری فشرده سازی، انتقال و تزریق
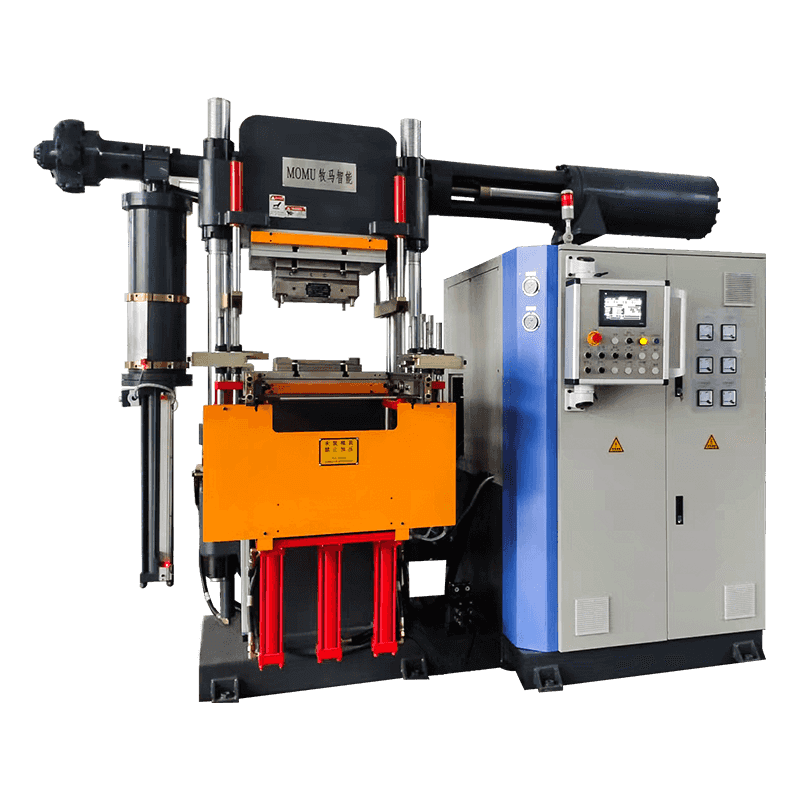
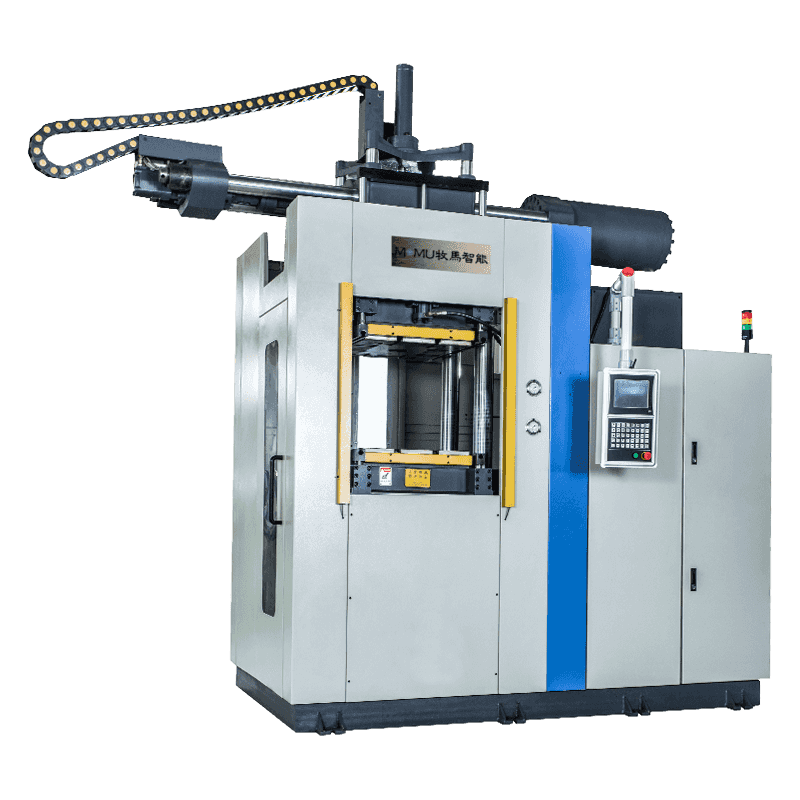
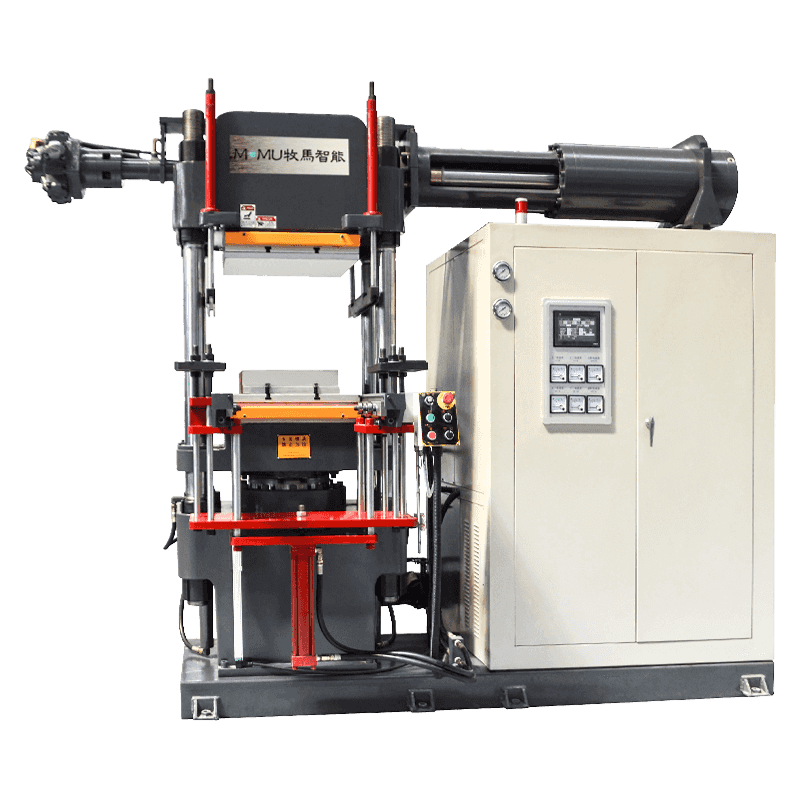
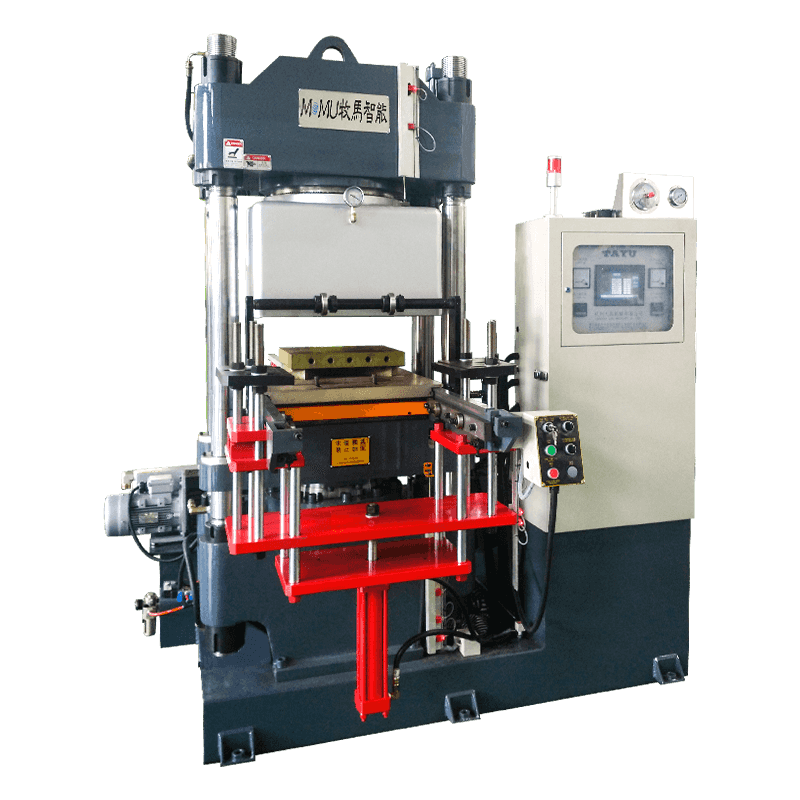
ماشین های قالب گیری ویژه BMC در سه پیکربندی اصلی وجود دارد که هر کدام برای هندسه های مختلف قطعات و حجم تولید مناسب است. پرسهای قالبگیری فشاری به سادگی یک بار اندازهگیری شده از ترکیب را در یک حفره باز و گرم شده قالب قرار میدهند، سپس قالب را تحت فشار بالا میبندند تا در حین پخت، مواد را مجبور به پر کردن شکل کند. این روش برای هندسههای سادهتر به خوبی کار میکند و اغلب به دلیل هزینه ابزار کمتر و مدیریت ملایمتر تقویتکننده الیاف، که استحکام مکانیکی بیشتر ترکیب را حفظ میکند، انتخاب میشود.
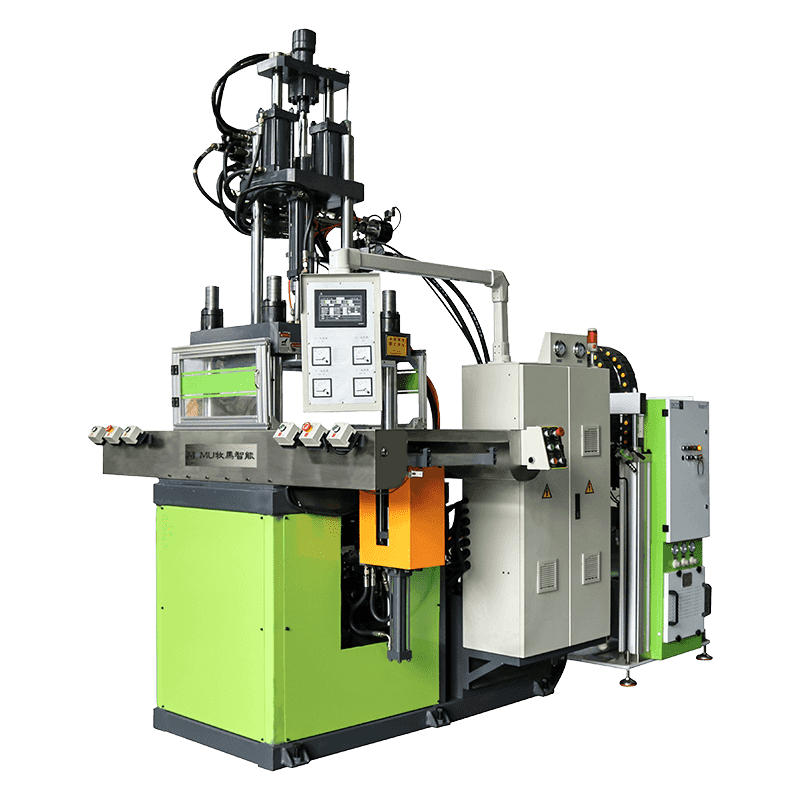
ماشینهای قالبگیری انتقالی از یک دیگ جداگانه برای گرم کردن ترکیب قبل از فشار دادن پیستون از طریق رانرها به داخل یک قالب بسته استفاده میکنند. این امکان هندسه قطعات پیچیدهتر و کنترل ابعادی بهتر را نسبت به قالبگیری فشاری مستقیم فراهم میکند، هرچند که تقویتکننده الیاف را در حین عبور از دریچههای باریک در معرض برش بیشتری قرار میدهد. ماشینهای قالبگیری تزریقی که برای BMC تطبیق داده شدهاند، این کار را یک گام فراتر میگذارند و از یک پیچ رفت و برگشتی برای تغذیه مداوم ترکیب به طور مستقیم به یک قالب بسته استفاده میکنند که مناسب تولید قطعات با حجم بالا با پیچیدگی متوسط است.
انتخاب بین سه روش
| روش | بهترین برای | زمان چرخه معمولی |
| فشرده سازی | اشکال ساده، قطعات با استحکام بالا | 60 تا 120 ثانیه |
| انتقال | پیچیدگی متوسط، قالب گیری درج | 45 تا 90 ثانیه |
| تزریق | حجم بالا، هندسه پیچیده | 20 تا 60 ثانیه |
تنظیم صحیح یک دوره تولید
قبل از شروع هر دوره تولید، اپراتورها باید بررسی کنند که دمای قالب در تمام مناطق تثبیت شده است، زیرا اختلاف دمایی حتی پنج تا ده درجه بین بخشهای یک قالب بزرگ میتواند باعث پخت ناهموار و استرس داخلی شود. اکثر ماشینهای مدرن BMC شامل کنترلکنندههای دمای چند ناحیهای با بازخوانیهای مستقل هستند و ارزش آن را دارد که هر منطقه را بهصورت جداگانه بررسی کنیم تا اینکه به یک میانگین خواندن اعتماد کنیم.
وزن شارژ یکی دیگر از متغیرهای مهم است. ترکیب خیلی کم باعث ایجاد عکسهای کوتاه یا فضای خالی در سطح میشود، در حالی که زیاد بودن آن باعث فلاش و از دست دادن بیش از حد مواد در خط جدایی میشود. اپراتورها معمولاً وزن شارژ صحیح را از طریق مجموعهای از عکسهای آزمایشی تعیین میکنند، ترکیب را دقیقاً قبل از هر تلاش وزن میکنند و با افزایشهای کوچک تنظیم میکنند تا قطعه کاملاً با حداقل فلاش پر شود. هنگامی که وزن صحیح تعیین شد، باید مستند شده و به طور مداوم مورد استفاده قرار گیرد، زیرا ترکیب BMC نوع تنظیم در حین پرواز معمول با ترموپلاستیک ها را تحمل نمی کند.
نیروی گیره نیز باید با ناحیه پیش بینی شده قطعه و فشار داخلی ایجاد شده در طول عمل آوری مطابقت داشته باشد، معمولاً از قاعده کلی بین 800 تا 1500 psi منطقه پیش بینی شده پیروی می کند، اگرچه این با فرمول ترکیب خاص و هندسه قطعه متفاوت است. زیر گیره منجر به فلاش و عدم دقت ابعاد می شود، در حالی که بستن بیش از حد می تواند باعث تسریع سایش قالب و میله های اتصال بدون بهبود کیفیت قطعه شود.
مدیریت زمان درمان و کارایی چرخه
زمان پخت تنها بزرگترین عاملی است که تعیین میکند یک دستگاه BMC میتواند در ساعت چند قطعه تولید کند و به ضخامت قطعه، دمای قالب و عامل پخت خاص مورد استفاده در فرمول ترکیب بستگی دارد. بخشهای ضخیمتر به زمانهای پخت طولانیتری نیاز دارند، زیرا قبل از اینکه واکنش در سراسر قطعه کامل شود، گرما باید به هسته نفوذ کند، و کشیدن زودهنگام یک قطعه خطر تاب برداشتن یا خواص مکانیکی ناقص را دارد، حتی اگر سطح کاملاً پخته به نظر برسد.
بسیاری از تولیدکنندگان از یک دستورالعمل کلی برای پخت تقریباً 30 ثانیه در هر میلی متر ضخامت دیواره در دمای استاندارد قالب استفاده می کنند، اگرچه این امر همیشه باید بر اساس برگه اطلاعات تهیه کننده رزین خاص تأیید شود نه اینکه به عنوان یک قانون جهانی در نظر گرفته شود. اجرای آزمایش کالریمتری اسکن تفاضلی بر روی یک دسته ترکیبی جدید می تواند به تأیید سینتیک درمان واقعی قبل از متعهد شدن به زمان چرخه تولید کمک کند، به ویژه در هنگام تعویض تامین کننده یا مقدارهای رزین.
عوامل موثر بر زمان چرخه
- ضخامت دیوار قسمت و جرم کلی مواد
- دمای سطح قالب و یکنواختی در سراسر حفره ها
- نوع عامل پخت و غلظت آن در ترکیب
- وجود درج های فلزی که می توانند به عنوان هیت سینک عمل کرده و عمل آوری موضعی را کند کنند
- تعداد حفره ها و نحوه توزیع یکنواخت ترکیب بین آنها
نقص های رایج و علل ریشه ای آنها
از آنجایی که قالبگیری BMC به جای انجماد ساده، شامل یک واکنش پخت شیمیایی است، عیوب اغلب به مسائل حرارتی یا زمانبندی برمیگردند تا تنظیمات مکانیکی که بر عیبیابی ترموپلاستیک غالب هستند. به عنوان مثال، تاولهای سطحی معمولاً از مواد فرار یا هوای به دام افتاده ناشی میشود که قبل از پوسته شدن سطح نمیتوانست از آن خارج شود، که به جای تغییر در سرعت تزریق، نیاز به تخلیه بهتر قالب یا یک توالی خلاء تنظیمشده را نشان میدهد.
| نقص | علت احتمالی | رفع توصیه شده |
| تاول زدن سطحی | مواد فرار یا هوا به دام افتاده است | بهبود تهویه، تنظیم زمان خلاء |
| تاب برداشتن پس از خروج | زمان پخت ناکافی یا حرارت ناهموار قالب | گسترش درمان، تعادل مجدد مناطق بخاری |
| فلاش بیش از حد | اضافه شارژ یا نیروی کم گیره | وزن شارژ را کاهش دهید، تناژ گیره را بررسی کنید |
| نمایش یا زبری فیبر | برش بیش از حد در هنگام تغذیه | سرعت پیچ و فشار برگشت را کاهش دهید |
روش های تعمیر و نگهداری که عمر ماشین را افزایش می دهد
بقایای خشک شده BMC که در بشکه، رانرها یا سطوح قالب باقی میمانند، ساینده هستند و اگر به طور منظم تمیز نشوند، میتوانند سایش پیچها، حلقهها و سطوح حفره را تسریع کنند. اکثر تاسیسات یک پاکسازی کامل و تمیز کردن مکانیکی را در پایان هر شیفت با استفاده از ترکیبات تمیزکننده اختصاصی طراحی شده برای نرم کردن بقایای رزین پخته شده بدون آسیب رساندن به سطوح قالب با روکش کروم برنامه ریزی می کنند.
باندهای گرمکن و ترموکوپل ها باید بر اساس یک برنامه ثابت بررسی شوند، زیرا یک منطقه بخاری خراب اغلب ابتدا به عنوان یک تغییر کیفیت ظریف به جای یک خطای آشکار ماشین نشان داده می شود. نگه داشتن گزارش تعمیر و نگهداری که خوانش مقاومت بخاری، اندازه گیری های سایش پیچ و روند فشار هیدرولیک را در طول زمان ثبت می کند، تشخیص مشکل در حال توسعه را قبل از ایجاد دسته ای از قطعات ضایعات بسیار آسان تر می کند.
شرایط سیال هیدرولیک نیز مستحق توجه منظم است، زیرا نیروهای گیره بالا در قالبگیری BMC فشار مداوم بر آببندها و شیرها وارد میکند. تعویض فیلترها بر اساس برنامه و نظارت بر دمای سیال در طول دوره های تولید طولانی به جلوگیری از رانش تدریجی فشار کمک می کند که می تواند به طور بی صدا بر تناژ گیره و ابعاد قطعه در طول هفته ها کارکرد تأثیر بگذارد.
انتخاب ماشین مناسب برای برنامه شما
هنگام ارزیابی یک ماشین قالب گیری ویژه BMC برای خرید، تناژ گیره و اندازه شات را با بزرگترین قطعه پیش بینی شده خود به جای قطعه متوسط خود مطابقت دهید، زیرا کوچک کردن دستگاه برای پروژه های آینده یک اشتباه رایج و پرهزینه است. همچنین در نظر بگیرید که آیا ترکیب محصول شما به سمت قطعات ساده و با استحکام بالا متمایل به قالبگیری فشاری است یا هندسههای پیچیده با درجهایی که به تنظیمات انتقال یا تزریق کمک میکنند.
در نهایت، به تعداد ناحیه و پاسخگویی سیستم کنترل دما دقت کنید، زیرا گرمایش قالب ناسازگار یکی از پایدارترین منابع تنوع کیفیت در تولید BMC است. ماشینی با کنترل ناحیه دقیقتر و پاسخ سریعتر گرمکن معمولاً قطعات منسجمتری را در طول دورههای تولید طولانیتر تولید میکند، حتی اگر هزینه اولیه تا حدودی بیشتر از یک جایگزین سادهتر باشد.