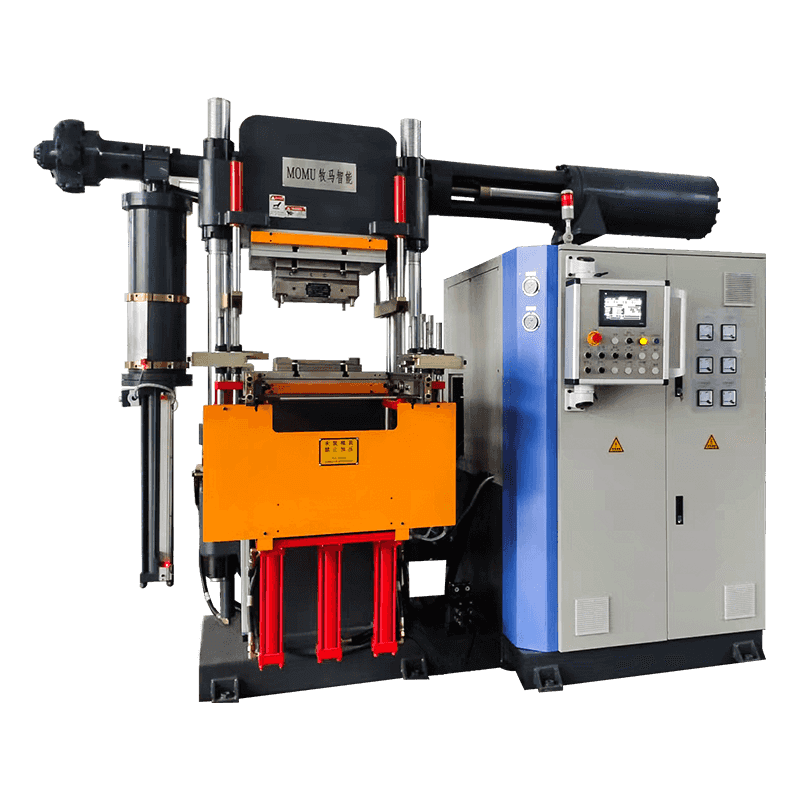
چگونه ماشین قالب گیری تزریق لاستیک کار می کند
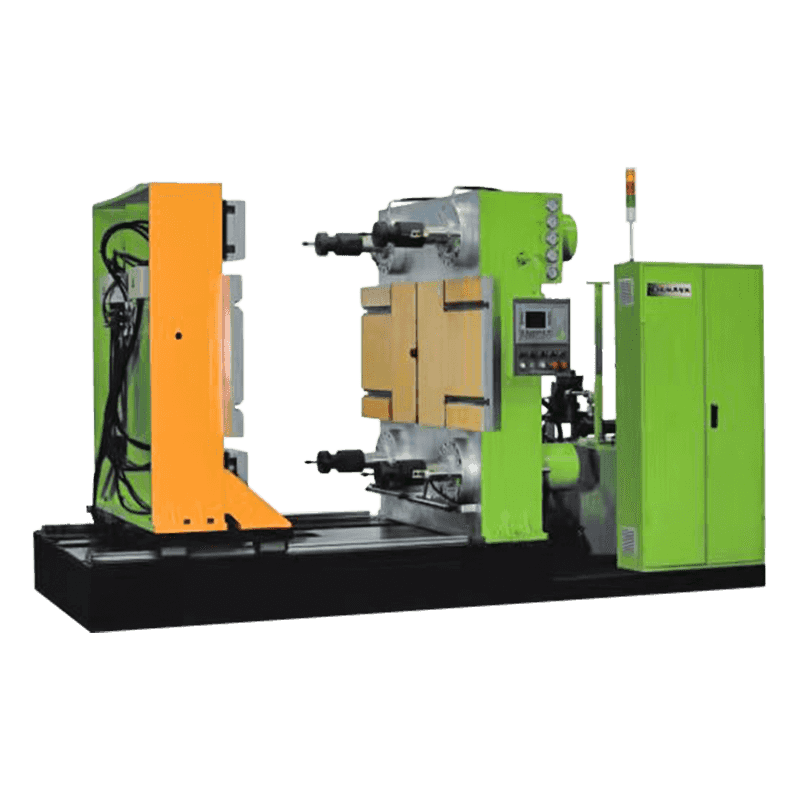
A دستگاه قالب گیری تزریق لاستیک ترکیب لاستیک خام را با گرم کردن مواد و فشار دادن آن به داخل یک حفره بسته به قطعات نهایی تبدیل می کند. بر خلاف قالبگیری فشاری، که لاستیک خام را مستقیماً در قالب باز قرار میدهد، قالبگیری تزریقی لاستیک را قبل از تزریق از طریق یک نازل به یک قالب مهر و موم شده، در یک بشکه گرم شده از قبل روانسازی میکند. این فرآیند امکان چرخه سریعتر، تحملهای سختتر و ضایعات کمتری را فراهم میکند و به ویژه برای تولید قطعات لاستیکی فنی با حجم بالا مناسب است.
ترکیب لاستیکی معمولاً به صورت نوار یا گلوله به دستگاه وارد می شود. یک پیچ یا پیستون چرخان، مواد را از طریق بشکه حرکت می دهد در حالی که عناصر گرمایشی آن را به دمای پردازش صحیح می رساند. هنگامی که لاستیک به ویسکوزیته مطلوب رسید، به داخل حفره قالب تزریق می شود، جایی که تحت حرارت و فشار کنترل شده قبل از بیرون ریختن به عنوان یک قطعه تمام شده، عمل می کند.
اجزای اصلی ماشین
درک هر جزء اصلی به اپراتورها کمک می کند تا مشکلات تولید را عیب یابی کنند و تنظیمات را برای ترکیبات لاستیکی مختلف و هندسه قطعات بهینه کنند.
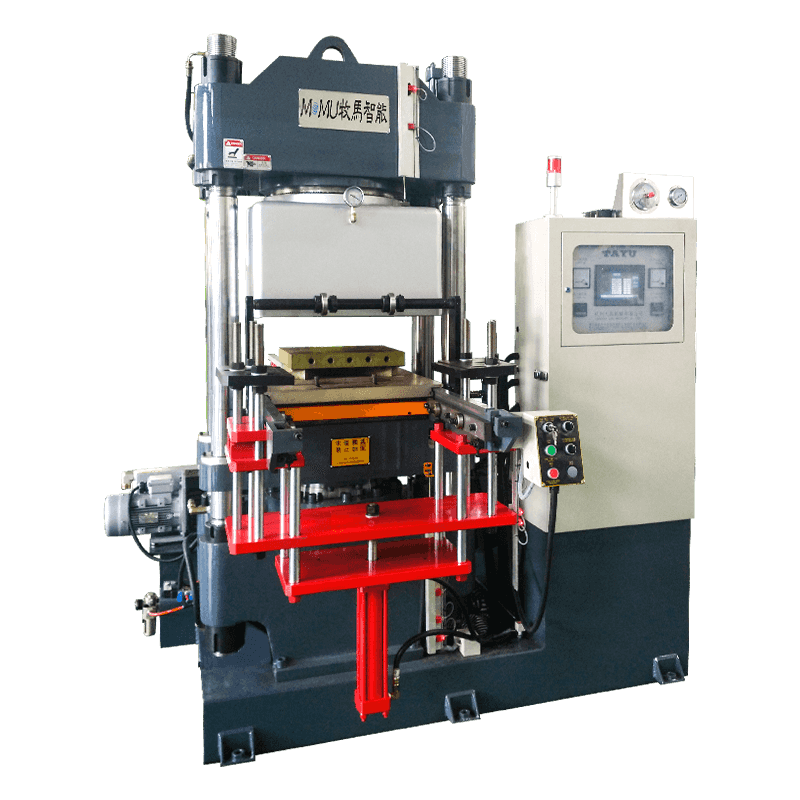
قطعات ضروری و عملکرد آنها
- واحد تزریق: ترکیب لاستیک را پلاستیک کرده و به داخل قالب تزریق می کند
- واحد بستن: نیمه های قالب را در هنگام تزریق و پخت تحت فشار بالا کنار هم نگه می دارد
- سیستم گرمایش: دمای بشکه و قالب را برای پخت مداوم حفظ می کند
- درایو هیدرولیک یا الکتریکی: چرخش پیچ، تزریق و حرکت گیره را تقویت می کند
- سیستم کنترل: دما، فشار، سرعت تزریق و زمان بندی چرخه را مدیریت می کند
- سیستم اجکتور: قسمت تمام شده را پس از پخت از قالب خارج می کند
ماشینهای مدرن به طور فزایندهای از سیستمهای محرک الکتریکی به جای سیستمهای هیدرولیک صرف استفاده میکنند که کنترل دقیقتری بر سرعت تزریق و کاهش مصرف انرژی در دورههای بیکاری بین چرخهها ارائه میدهند.

مقایسه قالب گیری تزریقی با سایر روش های قالب گیری لاستیکی
تولیدکنندگانی که فرآیند قالبگیری را انتخاب میکنند باید قالبگیری تزریقی را در مقابل قالبگیری فشرده و انتقال وزن کنند، زیرا هر روش بسته به پیچیدگی قطعه، حجم تولید و بودجه، مزیتهای متمایزی را ارائه میدهد.
| روش | زمان چرخه | زباله های مواد | بهترین برای |
| قالب گیری تزریقی | سریع | کم | قطعات پیچیده و با حجم بالا |
| قالب گیری فشاری | کندتر | بالاتر | اشکال ساده، حجم کم |
| قالب گیری انتقالی | متوسط | متوسط | قطعات با درج فلزی |
قالبگیری تزریقی علیرغم هزینههای بالای ابزارآلات اولیه، عموماً مقرون به صرفهتر است، زیرا کاهش زمان چرخه و ضایعات کمتر، سرمایهگذاری اولیه را در دورههای تولید بزرگ جبران میکند.
کاربردهای رایج در سراسر صنایع
ماشین های قالب گیری تزریق لاستیک طیف وسیعی از قطعات مورد استفاده در خودروسازی، پزشکی، الکتریکی و کالاهای مصرفی را تولید می کنند. این فرآیند بهویژه برای قطعاتی که به تحملهای ابعادی محدود یا خواص فیزیکی ثابت در سرتاسر دستههای بزرگ نیاز دارند، ارزشمند است.
محصولات معمولی ساخته شده از طریق قالب گیری تزریقی
- مهر و موم، واشر و گیره خودرو
- اجزای تجهیزات پزشکی مانند مهر و موم و درپوش
- اتصالات الکتریکی و قطعات عایق
- اورینگ و واشر صنعتی
- محصولات مصرفی مانند دستگیره ها، مهر و موم ها و پوشش های محافظ
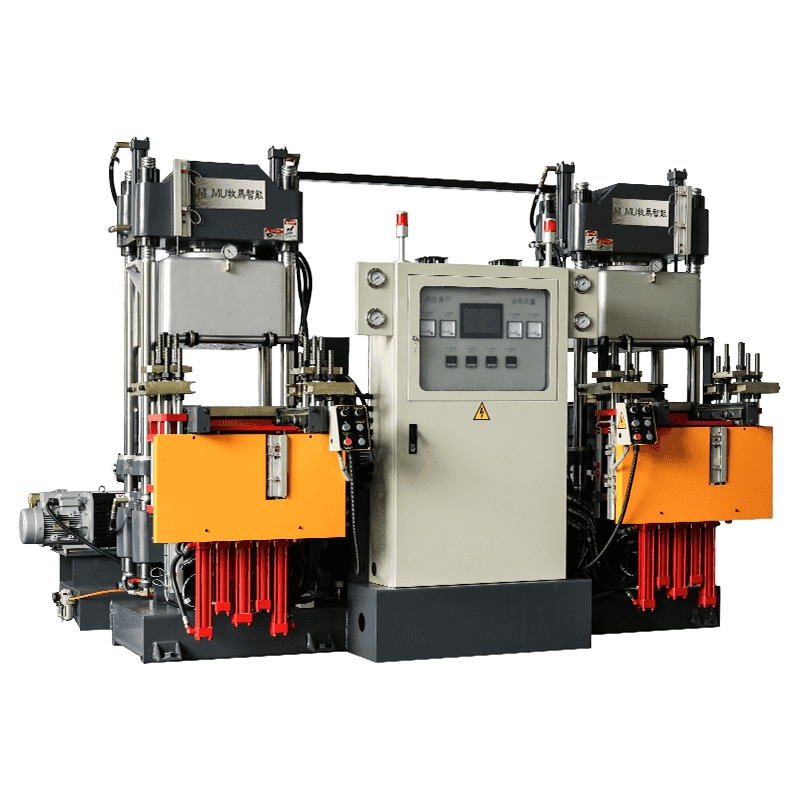
از آنجایی که قالبگیری تزریقی از قالبهای چند حفرهای پشتیبانی میکند، تولیدکنندگان میتوانند دهها قطعه یکسان را در یک چرخه تولید کنند، که به طور قابلتوجهی توان عملیاتی را در مقایسه با تنظیمات قالبگیری فشاری تک حفرهای افزایش میدهد.
عوامل کلیدی موثر بر کیفیت قطعه قالب گیری
دستیابی به قطعات لاستیکی ثابت و بدون نقص به کنترل دقیق چندین متغیر فرآیند در طول تولید بستگی دارد. انحرافات کوچک در دما یا فشار می تواند منجر به نقص هایی مانند فلاش، تخلخل یا پخت ناقص شود.
متغیرهای فرآیند حیاتی برای نظارت
فشار و سرعت تزریق تعیین می کند که لاستیک تا چه اندازه حفره قالب را قبل از شروع عمل آوری پر می کند، در حالی که فشار ناکافی اغلب باعث ایجاد ضربات کوتاه یا خطوط بافت ضعیف می شود. دمای بشکه و قالب باید در محدوده توصیه شده سازنده ترکیب باقی بماند، زیرا گرمای بیش از حد می تواند باعث پخت زودرس داخل بشکه شود که به عنوان سوزاندن شناخته می شود، در حالی که گرمای ناکافی منجر به پخت ناقص و خواص مکانیکی ضعیف تر می شود.
زمان پخت نیز نقش بسزایی در کیفیت قطعه و راندمان تولید دارد. افزایش زمان پخت فراتر از آنچه لازم است، توان عملیاتی را بدون بهبود عملکرد قطعه کاهش میدهد، در حالی که کوتاه کردن آن باعث میشود قطعات خشکشدهای که در تست دوام شکست میخورند، با خطر مواجه شوند. تولیدکنندگان معمولاً دستههای آزمایشی را با زمانهای پخت متفاوت اجرا میکنند تا تعادل بهینه بین کیفیت و کارایی چرخه را برای هر ترکیب خاص شناسایی کنند.
نکات تعمیر و نگهداری برای عملکرد بلند مدت ماشین
تعمیر و نگهداری معمول باعث می شود دستگاه قالب گیری تزریق لاستیک به طور موثر کار کند و به جلوگیری از توقف برنامه ریزی نشده که می تواند برنامه های تولید را مختل کند، کمک می کند. ایجاد یک روال تعمیر و نگهداری مداوم همچنین باعث افزایش طول عمر اجزای حیاتی مانند پیچ ها، بشکه ها و قالب ها می شود.
کارهای روزانه باید شامل تمیز کردن لاستیک باقیمانده از نازل و سطوح قالب باشد، زیرا تجمع می تواند باعث نقص در قسمت های بعدی و افزایش سایش حفره های قالب شود. بررسی های هفتگی باید سطح سیال هیدرولیک را تأیید کند و آب بندی ها را برای نشتی بررسی کند، زیرا خرابی سیستم هیدرولیک یکی از رایج ترین علل خرابی غیرمنتظره دستگاه است.
بازرسی دورهای عناصر گرمایشی و سنسورهای دما خوانش دقیق را تضمین میکند، زیرا سنسورهای معیوب میتوانند بیصدا و مدتها قبل از ایجاد یک نقص قابل مشاهده باعث مشکلات کیفیت شوند. نگه داشتن سوابق تعمیر و نگهداری دقیق همچنین به شناسایی الگوهای سایش در طول زمان کمک می کند و به مدیران کارخانه اجازه می دهد تا به جای پاسخگویی واکنشی به خرابی ها، تعویض قطعات را به طور فعال برنامه ریزی کنند.