دستگاه های قالب گیری تزریق عایق ها نشان دهنده یک پیشرفت حیاتی در تولید قطعات الکتریکی، به ویژه برای ساخت مواد عایق با کیفیت بالا که در انتقال نیرو، سیستم های توزیع و کاربردهای مختلف الکتریکی استفاده می شود. این ماشینهای تخصصی مهندسی دقیق را با فناوری پردازش پلیمری پیشرفته ترکیب میکنند تا اجزای عایق را ایجاد کنند که استانداردهای ایمنی الکتریکی و الزامات عملکردی دقیق را برآورده میکند. تکامل این ماشینها نحوه رویکرد تولیدکنندگان عایق را تغییر داده است و حجم خروجی بالاتر، سازگاری بهبود یافته و خواص مواد را بهبود میبخشد که برای زیرساختهای الکتریکی مدرن ضروری است.
تقاضای جهانی برای عایق های الکتریکی قابل اعتماد با گسترش شبکه های برق و افزایش سیستم های انرژی تجدیدپذیر همچنان در حال افزایش است. فناوری قالب گیری تزریقی به دلیل توانایی آن در تولید هندسه های پیچیده با دقت ابعادی عالی در حالی که خواص دی الکتریک حیاتی مورد نیاز برای عایق الکتریکی را حفظ می کند، به عنوان روش تولید ترجیحی ظاهر شده است. درک قابلیت ها، معیارهای انتخاب و ملاحظات عملیاتی این ماشین ها برای سازندگانی که به دنبال بهینه سازی فرآیندهای تولید خود و ارائه محصولات عایق برتر به بازار هستند، ضروری است.
آشنایی با فناوری هسته پشت قالب گیری تزریقی عایق ها
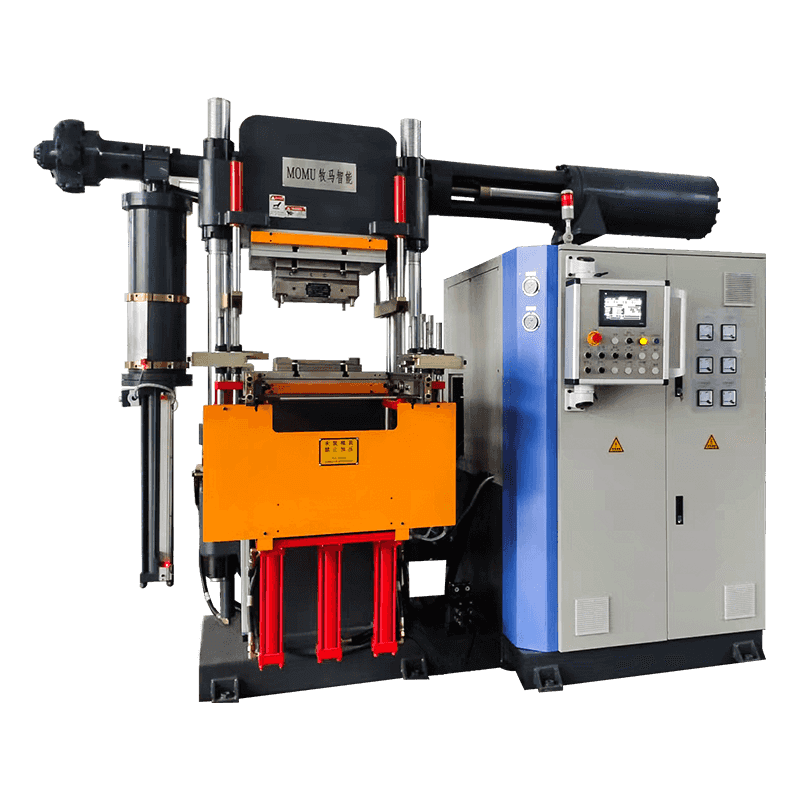
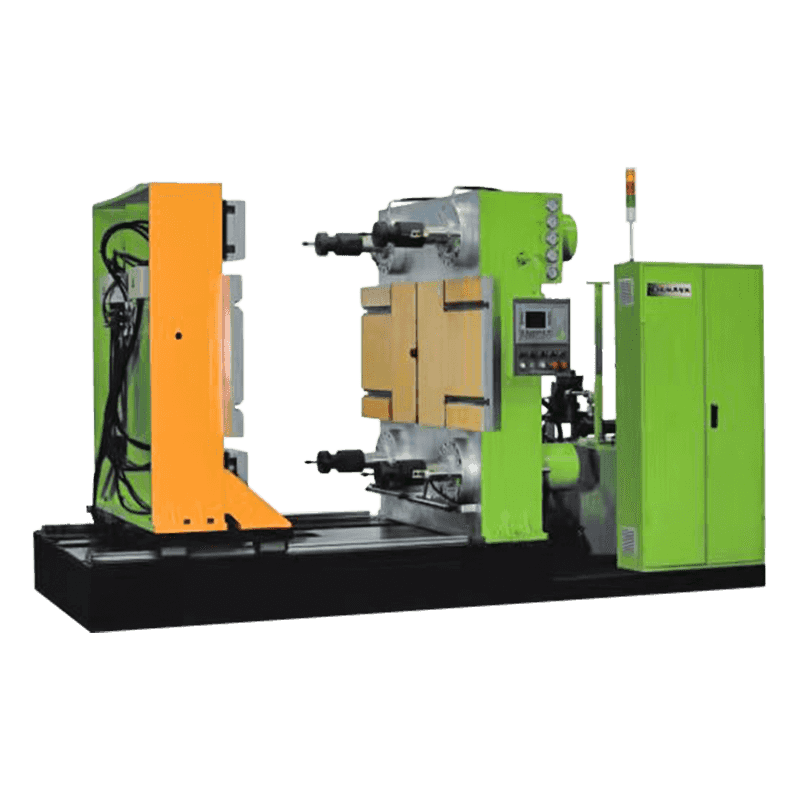
ماشینهای قالبگیری تزریقی عایقها بر اساس اصول بنیادی کار میکنند که به طور خاص برای پردازش مواد گرمانرم و ترموپلاستیک با خواص عایق عالی سازگار شدهاند. این فرآیند با مواد پلیمری خام، به طور معمول رزین های اپوکسی، لاستیک سیلیکون، پلی اتیلن، یا سایر ترکیبات تخصصی آغاز می شود که در یک بشکه گرم شده و در آنجا ذوب و همگن می شوند. سپس مواد مذاب تحت فشار بالا به قالب های مهندسی دقیق تزریق می شود که شکل و ابعاد نهایی جزء عایق را مشخص می کند.
آنچه ماشینهای قالبگیری تزریقی عایقها را از تجهیزات قالبگیری تزریقی استاندارد متمایز میکند، پیکربندی تخصصی آنها برای جابجایی مواد با خواص الکتریکی و حرارتی خاص است. این ماشینها از سیستمهای کنترل دما دقیقی استفاده میکنند که شرایط پردازش بهینه را برای پلیمرهای عایق، که اغلب پنجرههای پردازش باریکی دارند، حفظ میکنند. واحدهای تزریق برای رسیدگی به مواد با ویسکوزیته های مختلف طراحی شده اند و ممکن است دارای ویژگی هایی مانند گاز زدایی خلاء برای حذف حفره های هوا باشد که می تواند استحکام دی الکتریک را به خطر بیندازد.
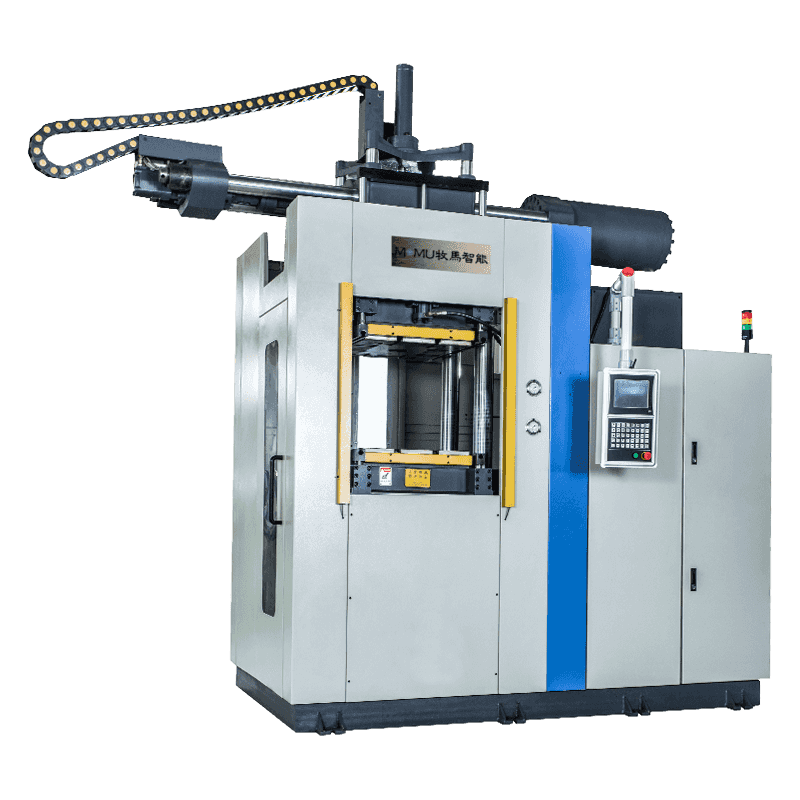
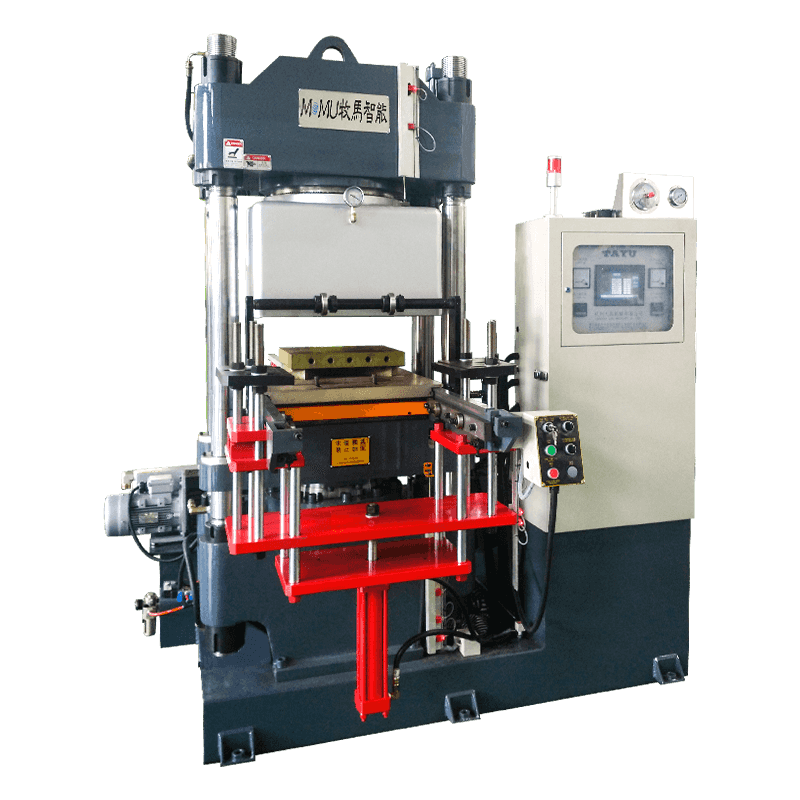
سیستم گیره در این ماشین ها باید نیروی کافی برای بسته نگه داشتن قالب ها در حین تزریق و در عین حال سازگار با ویژگی های انبساط حرارتی مواد عایق فراهم کند. ماشینهای مدرن معمولاً دارای سیستمهای محرک سروو هیدرولیک یا تمام الکتریکی هستند که کنترل دقیقی بر سرعت تزریق، فشار و زمان نگهداری ارائه میدهند - پارامترهایی که مستقیماً بر خواص الکتریکی محصول نهایی، استحکام مکانیکی و پرداخت سطح تأثیر میگذارند.
مواد کلیدی پردازش شده در قالب گیری تزریقی عایق ها
انتخاب مواد عایق مناسب برای تولید موفق عایق ضروری است. کاربردهای مختلف به موادی با خواص مقاومت الکتریکی، مکانیکی و محیطی خاص نیاز دارند. درک این مواد به سازندگان کمک می کند تا تنظیمات و پارامترهای پردازش مناسب ماشین را انتخاب کنند.
| نوع مواد | برنامه های کاربردی اولیه | ویژگی های کلیدی |
| رزین های اپوکسی | عایق های فشار قوی، بوشینگ ها | قدرت دی الکتریک عالی، پایداری حرارتی |
| لاستیک سیلیکونی | عایق های فضای باز، لوازم جانبی کابل | مقاومت در برابر آب و هوا، آب گریزی، انعطاف پذیری |
| پلی اتیلن (PE) | عایق کابل، اجزای ولتاژ پایین | اتلاف دی الکتریک کم، مقاومت در برابر رطوبت |
| ترکیبات BMC/DMC | قطعات قطع کننده مدار، تابلو برق | مقاومت قوس، ثبات ابعادی |
هر دسته مواد نیاز به تنظیمات ماشین و پارامترهای پردازش خاصی دارد. مواد گرما سخت مانند رزینهای اپوکسی و ترکیبات BMC برای شروع و کنترل فرآیند پخت در قالب، نیازمند ماشینهایی با طرحهای پیچ تخصصی و پروفیلهای حرارتی هستند. این مواد را نمیتوان پس از پخت مجدد ذوب کرد، بنابراین کنترل فرآیند برای به حداقل رساندن ضایعات و تضمین کیفیت ثابت حیاتی است. برعکس، مواد ترموپلاستیک مانند پلی اتیلن انعطاف پذیری پردازش مجدد را ارائه می دهند اما برای دستیابی به بلورینگی و خواص الکتریکی بهینه نیاز به کنترل خنک کننده دقیق دارند.
مشخصات ماشین بحرانی و معیارهای انتخاب
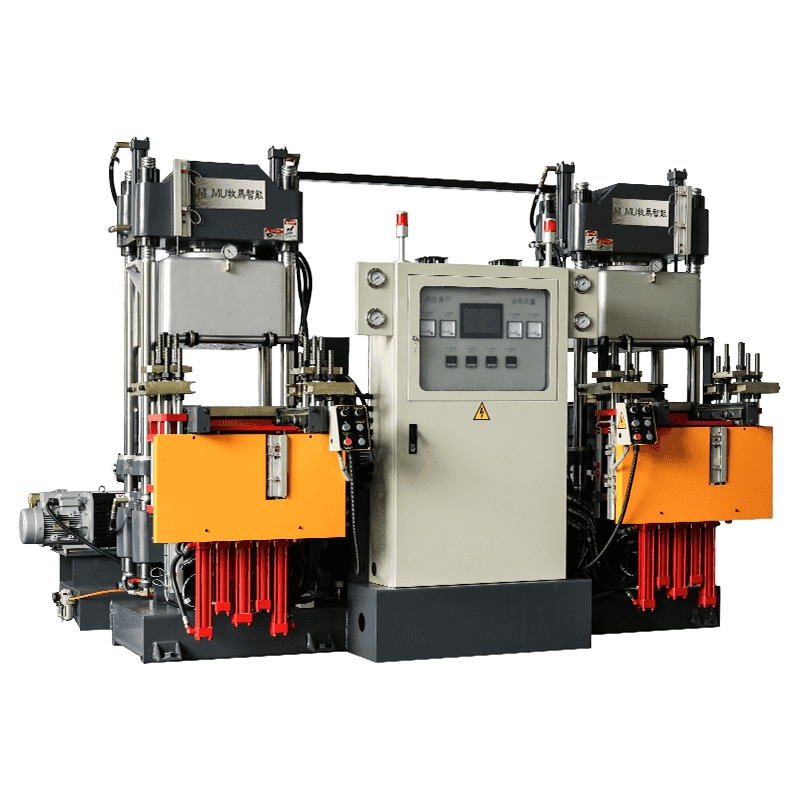
انتخاب دستگاه تزریق عایق مناسب نیازمند در نظر گرفتن دقیق مشخصات فنی متعددی است که با الزامات تولید و ویژگی های محصول مطابقت دارد. نیروی گیره نشان دهنده یکی از اساسی ترین مشخصات است که معمولاً بین 50 تا 2000 تن برای تولید عایق متغیر است. این پارامتر باید برای مقابله با فشار تزریق و جلوگیری از جدا شدن قالب کافی باشد که باعث تشکیل فلاش و عدم دقت ابعاد می شود. نیروی گیره مورد نیاز به ناحیه پیش بینی شده قطعه و فشار تزریق مورد نیاز برای پر کردن هندسه های پیچیده بستگی دارد.
ظرفیت تزریق و اندازه شات تعیین کننده حداکثر مقدار ماده ای است که می توان در یک چرخه تزریق کرد. برای ساخت عایق، این مشخصات نه تنها باید حجم قطعه، بلکه سیستم رانر و هرگونه ضایعات احتمالی را نیز در نظر بگیرد. ماشینها معمولاً با استفاده از ظرفیت شلیک 40 تا 70 درصد انتخاب میشوند تا از انعطافپذیری ثابت و جلوگیری از تخریب مواد در اثر زمان ماندن بیش از حد در بشکه جلوگیری شود.
فاکتورهای زیر هنگام ارزیابی مشخصات ماشین ضروری است:
- طراحی پیچ و نسبت L/D مناسب برای مواد عایق خاص، با پیچ های تخصصی برای ترکیبات ترموست که دارای نسبت تراکم کاهش یافته و دریچه های بدون بازگشت مناسب برای مواد واکنش دهنده هستند.
- مناطق کنترل دما با ظرفیت گرمایش و سرمایش کافی برای حفظ پروفایل های حرارتی دقیق، به ویژه برای مواد با پنجره های پردازش باریک حیاتی است.
- سرعت تزریق و قابلیت های کنترل فشار که به پروفایل های تزریق چند مرحله ای اجازه می دهد تا الگوهای جریان را بهینه کنند و تنش های داخلی را به حداقل برسانند.
- سیستم های کنترل دمای قالب که می توانند دمای ثابت را در سطوح بزرگ قالب حفظ کنند، که اغلب به واحدهای کنترل دمای خارجی با قابلیت گرمایش و سرمایش نیاز دارند.
- کنترل پیچیدگی سیستم با ثبت داده ها، نظارت بر فرآیند، و یکپارچه سازی کنترل کیفیت برای اطمینان از قابلیت ردیابی و تولید ثابت
بهینه سازی فرآیندهای تولید برای عایق های با کیفیت
دستیابی به کیفیت ثابت در تولید عایق نیازمند بهینه سازی دقیق پارامترهای فرآیند قالب گیری تزریقی است. رابطه بین شرایط پردازش و خواص محصول نهایی پیچیده است، با متغیرهای متعددی که بر عملکرد الکتریکی، استحکام مکانیکی و دقت ابعادی تأثیر میگذارند. مدیریت دما شاید مهمترین عاملی باشد که بر ویژگیهای جریان مواد، نرخ پخت مواد ترموست و رفتار تبلور در ترموپلاستیکها تأثیر میگذارد.
پروفیل های دمای بشکه باید به دقت بر اساس ماده خاصی که در حال پردازش است ایجاد شود. برای عایقهای مبتنی بر اپوکسی، دما معمولاً بین 80 تا 120 درجه سانتیگراد حفظ میشود تا رزین سیال بدون پخت زودرس بماند. دمای قالب برای مواد ترموست به طور قابل توجهی بالاتر است، اغلب 150-180 درجه سانتیگراد، برای تسهیل عمل آوری کامل در زمان های چرخه قابل قبول. این دماهای بالا قالب نیاز به سیستم های گرمایش و عایق های تخصصی برای حفظ پایداری حرارتی و ایمنی اپراتور دارند.

بهینه سازی سرعت تزریق و فشار
فاز تزریق به شدت بر ساختار داخلی و کیفیت سطح محصول نهایی تأثیر می گذارد. سرعت های تزریق بالا می تواند باعث جت، علائم جریان و حرارت برشی بیش از حد شود که ممکن است پلیمر را تخریب کند یا رابط های ضعیف ایجاد کند. برعکس، تزریق بیش از حد آهسته ممکن است منجر به پر شدن ناقص شود، به ویژه در هندسه های پیچیده با مقاطع نازک یا مسیرهای جریان طولانی. پروفیلهای تزریق چند مرحلهای به تولیدکنندگان اجازه میدهد تا این الزامات رقیب را متعادل کنند و از سرعتهای بالاتر برای پر کردن حجیم و سپس سرعتهای آهستهتر با نزدیک شدن به اتمام قالب استفاده کنند.
نگه داشتن فشار و زمان از بسته بندی مناسب حفره قالب با سرد شدن و جمع شدن مواد اطمینان می دهد. برای عایق ها، بسته بندی مناسب برای به حداقل رساندن فضاهای خالی و حفظ تحمل ابعادی ضروری است. فشار نگهدارنده معمولاً از 40 تا 70 درصد حداکثر فشار تزریق متغیر است و تا زمانی که گیت جامد شود حفظ می شود و از جریان برگشتی جلوگیری می کند و در عین حال انقباض حجمی را جبران می کند.
ملاحظات طراحی قالب برای عایق های الکتریکی
قالب یک جزء حیاتی در سیستم قالب گیری تزریقی عایق ها را نشان می دهد که مستقیماً بر کیفیت محصول، راندمان تولید و هزینه های ساخت تأثیر می گذارد. قالبهای عایق باید با توجه دقیق به الزامات الکتریکی طراحی شوند، دارای ویژگیهایی باشند که توزیع یکنواخت مواد را ترویج میکنند، غلظت تنش را به حداقل میرسانند و پر کردن کامل هندسههای پیچیده مانند سولهها، دندهها و رابطهای سختافزاری نصب را تسهیل میکنند.
طراحی و مکان گیت به طور قابل توجهی بر ویژگی های محصول نهایی تأثیر می گذارد. برای عایق ها، دروازه ها معمولاً برای اطمینان از پر شدن متعادل و به حداقل رساندن خطوط جوش در مناطق پر تنش قرار می گیرند. برای کاهش فشار تزریق و بهبود توزیع مواد، میتوان از سیستمهای گیت چندگانه برای عایقهای بزرگ استفاده کرد. نوع دروازه - اعم از لبه، زیردریایی یا دونده داغ - باید بر اساس ویژگی های مواد، هندسه قطعه و الزامات زیبایی شناسی انتخاب شود.
تهویه به ویژه برای قالب های عایق به دلیل نیازهای دی الکتریک محصول نهایی حیاتی است. هوای به دام افتاده می تواند حفره هایی ایجاد کند که استرس الکتریکی را متمرکز کرده و منجر به خرابی زودرس شود. کانال های تهویه مناسب، معمولاً 0.02-0.05 میلی متر عمق، باید در نقاط پایانی جریان و اطراف پین های هسته گنجانده شوند، در حالی که به اندازه کافی کم عمق باشند تا از فلاش مواد جلوگیری شود.
استانداردهای کنترل کیفیت و تست
تضمین کیفیت در ساخت عایق فراتر از تأیید ابعادی است و شامل آزمایش الکتریکی و تأیید خواص مواد می شود. عملیات قالبگیری تزریقی عایقهای مدرن شامل سیستمهای نظارتی درون خطی میشوند که پارامترهای فرآیند حیاتی را در زمان واقعی ردیابی میکنند و بازخورد فوری در مورد پایداری فرآیند ارائه میدهند و در صورت وقوع انحراف، مداخله سریع را ممکن میسازند.
پروتکلهای آزمایش الکتریکی برای عایقهای قالبگیری شده معمولاً شامل تست مقاومت دیالکتریک است که توانایی مواد را برای تحمل سطوح ولتاژ مشخص بدون شکست تأیید میکند. این آزمایش بر روی قطعات نمونه از هر دسته تولیدی با استفاده از تجهیزات تست ولتاژ بالا کالیبره شده انجام می شود. آزمایشهای الکتریکی اضافی ممکن است شامل اندازهگیری مقاومت سطح و حجم، ارزیابی مقاومت ردیابی و آزمایش تخلیه جزئی برای کاربردهای ولتاژ بالا باشد.
تست خواص مکانیکی تضمین میکند که عایقها میتوانند تنشهای نصب و بارهای سرویس را تحمل کنند. تست های رایج شامل اندازه گیری مقاومت کششی، مقاومت خمشی و مقاومت ضربه می باشد. آزمایشهای زیستمحیطی اثرات پیری را از طریق هوازدگی سریع، چرخه حرارتی و قرار گرفتن در معرض مواد شیمیایی یا اشعه ماوراء بنفش شبیهسازی میکند و قابلیت اطمینان عملکرد طولانیمدت عایق را تأیید میکند.
بهترین شیوه های نگهداری و عملیاتی
نگهداری دستگاههای قالبگیری تزریقی مقرهها در شرایط بهینه نیازمند برنامههای نگهداری پیشگیرانه سیستماتیک است که هم سیستمهای مکانیکی و هم سیستمهای حرارتی را مورد توجه قرار میدهند. بازرسی و سرویس منظم از خرابی غیرمنتظره جلوگیری می کند و از کیفیت ثابت محصول اطمینان می دهد. سیستم های هیدرولیک به تعویض دوره ای روغن، تعویض فیلتر و تست فشار برای حفظ کنترل پاسخگو و جلوگیری از آلودگی نیاز دارند. ماشین های سروالکتریک برای اطمینان از دقت و قابلیت اطمینان نیاز به بازرسی منظم از بال اسکروها، راهنماهای خطی و اجزای الکتریکی دارند.
مونتاژ بشکه و پیچ به دلیل قرار گرفتن در معرض دماهای بالا و پرکننده های ساینده رایج در ترکیبات عایق توجه ویژه ای را می طلبد. بازرسی منظم برای الگوهای سایش، روش های پاکسازی مناسب بین تغییرات مواد، و تعویض به موقع اجزای فرسوده از مشکلات کیفیت و آلودگی مواد جلوگیری می کند. سنسورهای دما و عناصر گرمایشی باید به طور دوره ای کالیبره شوند تا از کنترل حرارتی دقیق اطمینان حاصل شود.
آموزش اپراتور جنبه ای از تولید موفق عایق را نشان می دهد که اغلب دست کم گرفته می شود. پرسنل خوب آموزش دیده می توانند علائم هشدار دهنده اولیه انحراف فرآیند را شناسایی کنند، به مسائل کیفیت پاسخ مناسب دهند و تنظیمات ماشین را برای محصولات یا مواد جدید بهینه کنند. برنامه های آموزشی جامع باید عملکرد ماشین، پروتکل های ایمنی، جابجایی مواد، روش های بازرسی کیفیت و تکنیک های عیب یابی اساسی را پوشش دهد. مستندسازی پارامترهای فرآیند، فعالیتهای تعمیر و نگهداری و معیارهای کیفیت، بهبود مستمر را ممکن میسازد و دادههای ارزشمندی را برای بهینهسازی فرآیند و حل مسئله فراهم میکند.