چه چیزی قالب گیری تزریقی LSR را اساساً متفاوت می کند
قالب گیری تزریقی لاستیک سیلیکون مایع (LSR) یک فرآیند ساخت دقیق است که تقریباً در هر پارامتر مهمی با قالب گیری تزریقی گرمانرم معمولی متفاوت است. در جایی که قالبگیری ترموپلاستیک ماده گرمشده را به داخل قالب خنکشده تزریق میکند تا جامد شود، قالبگیری LSR برعکس عمل میکند: یک ترکیب سیلیکونی مایع دو جزئی سرد به داخل قالب گرمشده تزریق میشود، جایی که تحت یک واکنش اتصال عرضی افزودنی-سخت قرار میگیرد و به طور دائم به یک بخش الاستومری انعطافپذیر و بادوام ولکانیزه میشود. این وارونگی حرارتی - تزریق سرد به یک قالب داغ - کل معماری ماشین، فلسفه طراحی قالب و استراتژی کنترل فرآیند مورد نیاز برای تولید موفق LSR را تعریف میکند. درک این معکوس اساسی نقطه شروع برای هر کسی است که یک ماشین قالب گیری تزریقی LSR را مشخص، اجرا یا طراحی می کند.
ترکیبات LSR به صورت سیستمهای دو بخشی عرضه میشوند: قسمت A حاوی پلیمر پایه با کاتالیزور پلاتین است و قسمت B حاوی بستهبندی متقابل و بازدارنده است. این دو جزء به طور جداگانه برای جلوگیری از درمان زودرس ذخیره میشوند، با نسبت 1:1 توسط سیستم دوز دستگاه اندازهگیری میشوند، بلافاصله قبل از تزریق در یک میکسر استاتیک مخلوط میشوند و در جریانی با شرایط حرارتی و بسیار کنترلشده به قالب تحویل داده میشوند. کل سیستم جابجایی و تزریق مواد باید در دمای بین 5 تا 25 درجه سانتیگراد نگهداری شود تا از ژل شدن زودرس جلوگیری شود، در حالی که قالب به طور همزمان در دمای 150 درجه سانتیگراد تا 220 درجه سانتیگراد کار می کند تا به سرعت عمل کند. مدیریت این کنتراست حرارتی در سراسر دستگاه و قالب، چالش اصلی مهندسی قالبگیری تزریقی LSR است.
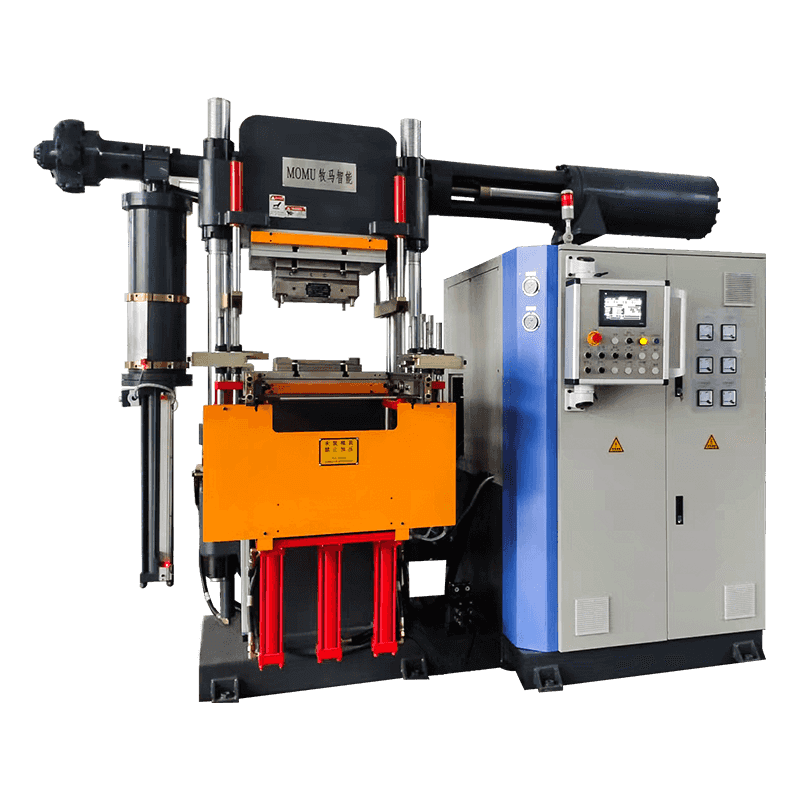
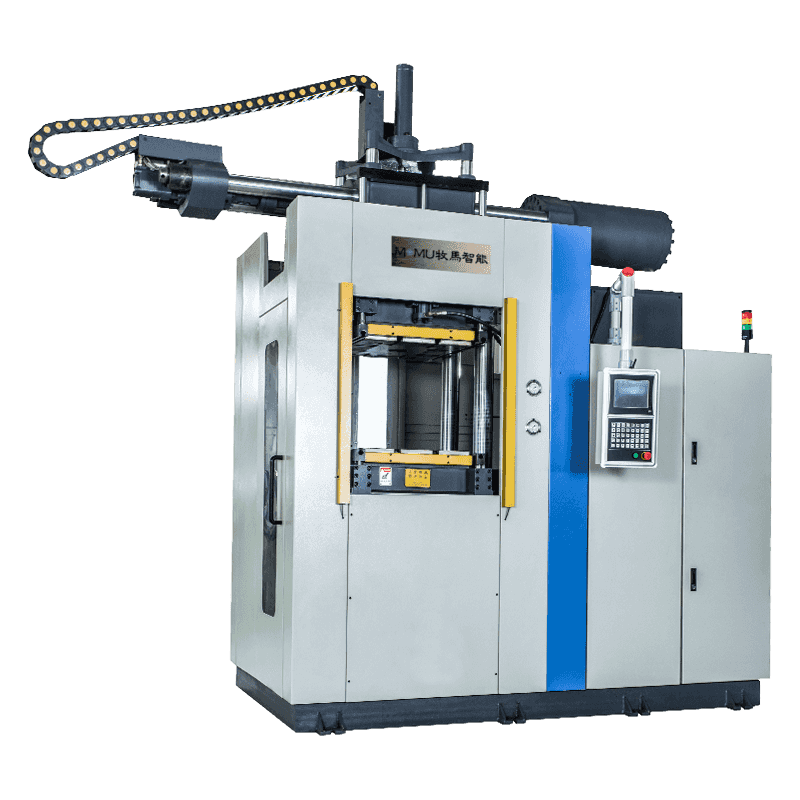
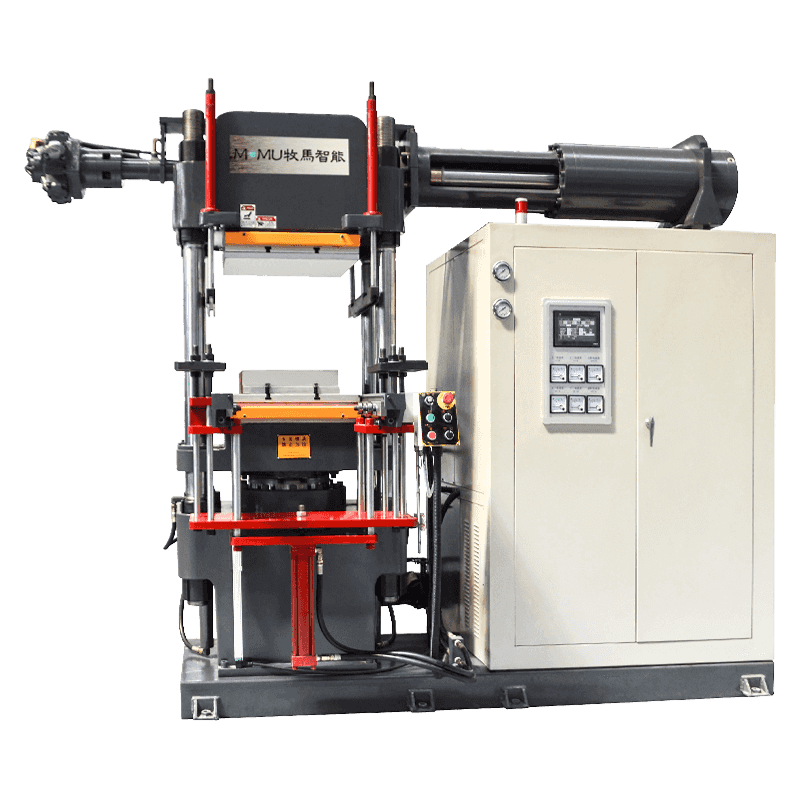
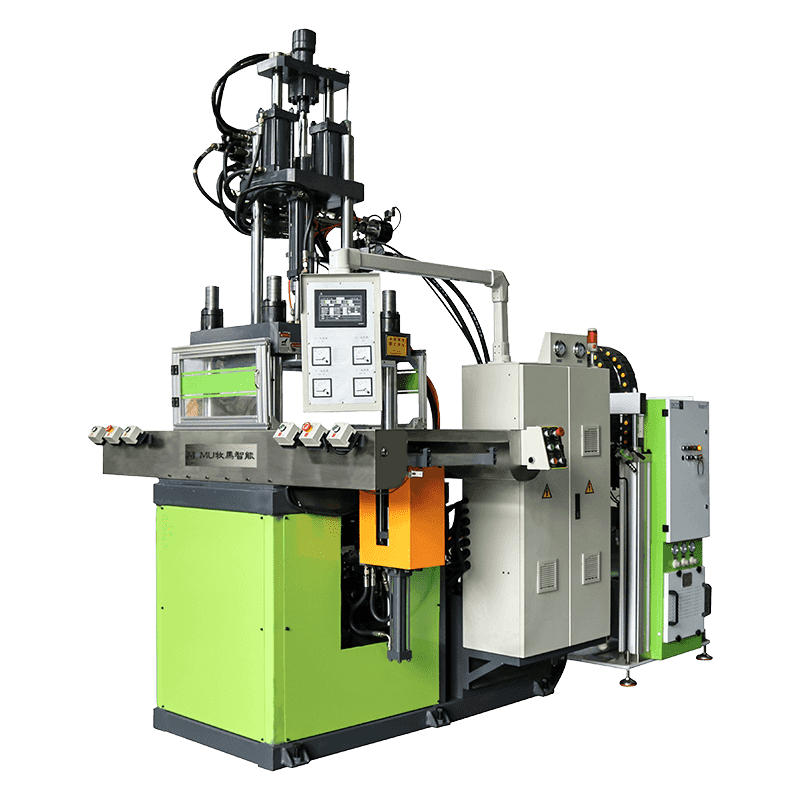
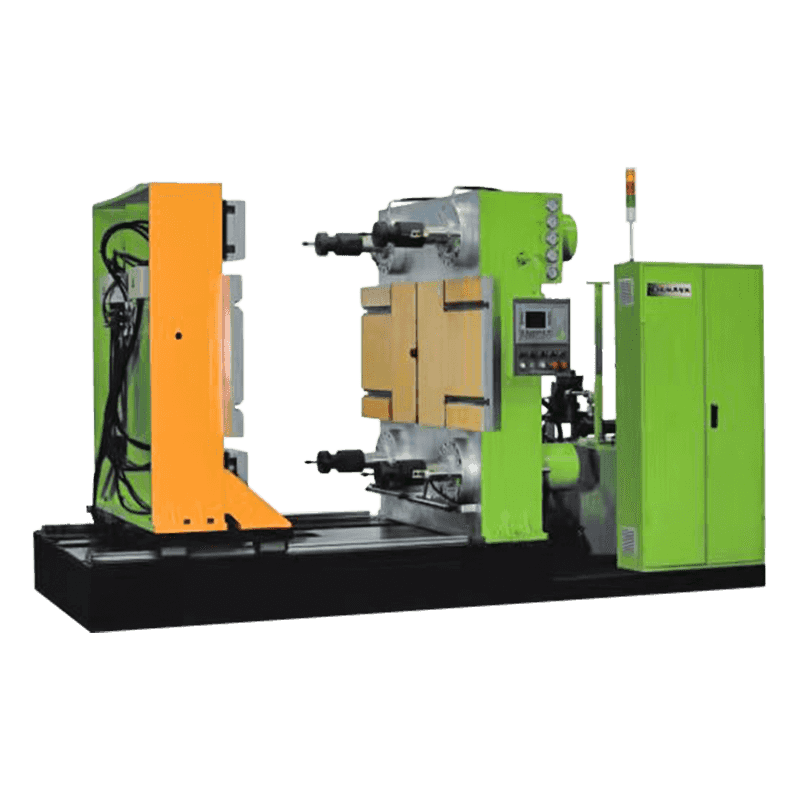
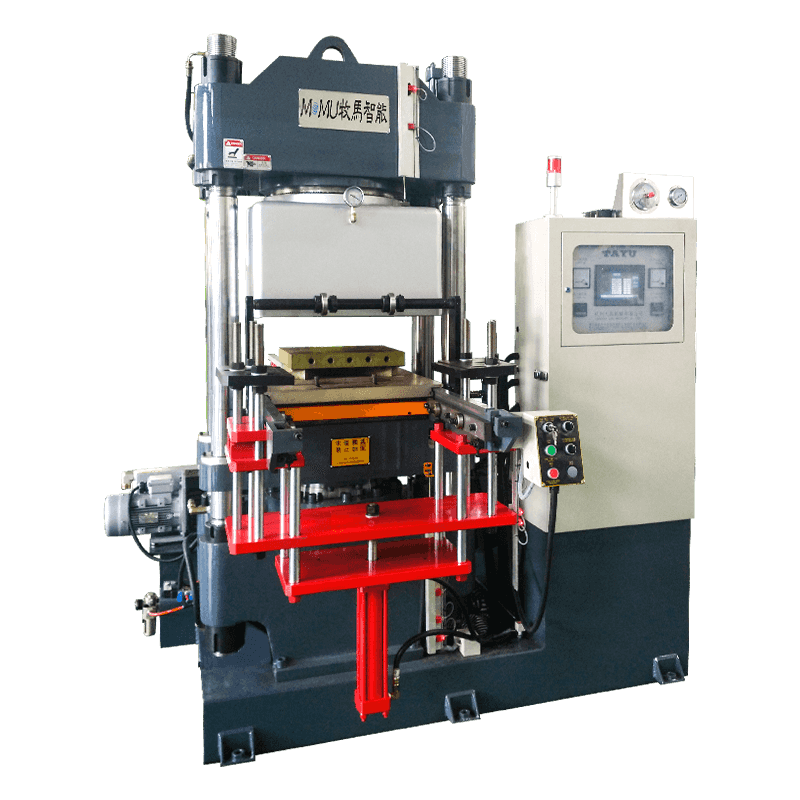
اجزای اصلی یک ماشین قالب گیری تزریقی LSR
یک دستگاه قالب گیری تزریق LSR یک سیستم یکپارچه شامل چندین زیرسیستم است که باید با هماهنگی دقیق کار کنند تا کیفیت قطعه ثابت را ارائه دهند. برخلاف یک دستگاه تزریق ترموپلاستیک استاندارد که در آن بشکه و پیچ پلاستیک سازی و تزریق را انجام می دهند، واحد تزریق دستگاه LSR برای جابجایی مایع دو جزئی با ویسکوزیته کم و حساس به حرارت ساخته شده است. هر زیرسیستم نقشی خاص و غیرقابل تعویض در فرآیند ایفا می کند.
سیستم اندازه گیری و دوز دو جزئی
سیستم اندازه گیری قسمت A و بخش B را از درام ها یا سطل های عرضه با استفاده از صفحات پیرو که فشار ثابت را روی سطح مواد حفظ می کنند و از ورود هوا جلوگیری می کند، می کشد. پمپهای دندهای دقیق یا پمپهای اندازهگیری پیستونی، هر دو جزء را به طور همزمان با نسبت حجمی 1:1 دقیقاً کنترلشده ارائه میکنند، با دقت نسبت معمولاً در 1% ± برای اطمینان از چگالی اتصال متقابل و سختی نهایی ثابت. بسیاری از سیستمها همچنین دارای یک خط دوز رنگدانه هستند - جریان اندازهگیری سوم که مستربچ رنگ یا افزودنیهای کاربردی را با نسبتهای قابل برنامهریزی وارد سر مخلوط میکند و تولید چند رنگ یا با دوز افزودنی را بدون آمادهسازی ترکیب دستی امکانپذیر میسازد. سنسورهای فشار و جریان سنج در سراسر مدار دوز بازخوردی را در زمان واقعی ارائه میکنند که در صورت تشخیص انحراف نسبت یا ناهنجاریهای جریان، آلارمها و دستگاه را متوقف میکند.

سیستم اختلاط استاتیک و دونده سرد
پس از اندازه گیری، دو جزء از یک میکسر استاتیک یکبار مصرف عبور می کنند - لوله ای حاوی یک سری عناصر مخلوط کننده مارپیچ که به تدریج جریان های مواد را تقسیم و دوباره ترکیب می کنند تا زمانی که ترکیب یکنواخت کامل حاصل شود، معمولاً بین 20 تا 40 عنصر اختلاط بسته به ویسکوزیته ترکیب و کیفیت مخلوط مورد نظر. سپس ترکیب مخلوط وارد سیستم رانر سرد در قالب می شود، که یک منیفولد حرارتی ایزوله است که در همان دمای خنک بشکه تزریق - معمولاً زیر 20 درجه سانتیگراد - با استفاده از مدارهای خنک کننده آب که مستقل از کنترل دمای قالب گرم کار می کنند، حفظ می شود. رانر سرد LSR خشک نشده را بین عکسها حفظ میکند، از هدر رفتن مواد جلوگیری میکند و امکان جداسازی خودکار را فراهم میکند، زیرا دونده سرد و رانرها مایع باقی میمانند و با باز شدن قالب جمع میشوند و هیچ ضایعات دونده خشک شده برای برش یا بازیافت باقی نمیگذارند.
بشکه تزریق و پیچ رفت و برگشتی
بشکه تزریق، ترکیب LSR مخلوط را از منیفولد رانر سرد دریافت می کند و از یک پیچ رفت و برگشتی کم فشار برای جمع آوری یک شات از مواد و تزریق آن به حفره های قالب استفاده می کند. برخلاف پیچهای ترموپلاستیک که برای تولید گرما از طریق برش طراحی شدهاند، پیچهای تزریق LSR نسبت تراکم بسیار پایینی دارند (معمولاً 1:1 تا 1.2:1) و برای انتقال مواد با حداقل حرارت برشی طراحی شدهاند تا از درمان زودرس در بشکه جلوگیری کنند. کل مجموعه بشکه با خنک کننده آب پوشانده شده است تا دمای مواد را زیر آستانه فعال سازی کاتالیزور پلاتین حفظ کند. دقت اندازه شات در قالبگیری LSR بسیار مهم است زیرا این ماده دارای ویسکوزیته بسیار کم است و اگر حجم شلیک از حجم حفره بیشتر شود، در میان شکافهای کوچک چشمک میزند - فشار تزریق معمولی برای LSR بین 100 تا 250 بار است که بسیار کمتر از فشارهای تزریق ترموپلاستیک است.
اصول طراحی قالب ویژه پردازش LSR
طراحی قالب LSR از اصولی پیروی می کند که از بسیاری جهات برعکس طراحی قالب ترموپلاستیک هستند. از آنجایی که LSR در زمان پخت اندکی جمع میشود (معمولاً 2-4٪ انقباض خطی بسته به شرایط ترکیب و پخت) و ویسکوزیته بسیار پایینی در حالت خشکنشدهاش دارد، قالب باید با تلرانسهای خط جداکننده محکمتر، استراتژیهای تهویه تهاجمیتر، و معماری حرارتی که باعث بهبود سریع و یکنواخت در سراسر حفره میشود، طراحی شود. در ساخت قالب معمولاً از فولاد ابزار سخت شده در درجه P20 یا H13 استفاده میشود، با سطوح حفرهای که تا 0.05 میکرومتر Ra یا بهتر جلا داده میشوند تا به سطح مورد نیاز بر روی قطعات LSR پزشکی، نوری یا مصرفکننده برسند.
تحمل خط جدایی و جلوگیری از فلاش
ویسکوزیته پایین LSR - معمولاً 50000 تا 300000 mPa·s در دمای تزریق - به این معنی است که در فشار تزریق به شکافهایی به کوچکی 0.004 میلیمتر نفوذ میکند و فلاش بسیار نازکی تولید میکند که برش سخت است و در کاربردهای دقیق غیرقابل قبول است. سطوح خط جداسازی باید به اندازه 0.005 میلی متر در سرتاسر سطح قالب آسیاب شوند و نیروی گیره باید برای بسته نگه داشتن خط جداسازی در برابر فشار حفره در طول تزریق و پخت کافی باشد. نیروی گیره مورد نیاز بر اساس مساحت قسمت پیش بینی شده و فشار حفره اوج با ضریب ایمنی معمولی 1.5 تا 2 محاسبه می شود. برای یک قالب LSR چند حفره ای که اجزای کوچک پزشکی تولید می کند، نیروهای گیره 50 تا 150 تن حتی برای ماشین هایی با اندازه شات متوسط معمول است.
استراتژی تهویه برای تخلیه هوا
هوای محبوس شده در حفره های قالب LSR نمی تواند از طریق مواد خارج شود، زیرا در برخی از فرآیندهای ترموپلاستیک که در آن گاز به مذاب جذب می شود، می تواند خارج شود. هوای به دام افتاده در LSR باعث ایجاد حفره ها، پر شدن ناقص و نقص های سطحی می شود که به ویژه در ترکیبات شفاف یا شفاف LSR قابل مشاهده است. دو استراتژی تهویه در طراحی قالب LSR استفاده میشود: هواکش غیرفعال از طریق دریچههای خط جداکننده زمینی دقیق با عمق 0.003 تا 0.005 میلیمتر که در مکانهای آخرین پر شده قرار میگیرند، و تهویه خلاء فعال که در آن یک پمپ خلاء حفرههای قالب بسته را از طریق کانالهای دریچه اختصاصی بلافاصله قبل از تزریق تخلیه میکند. قالبگیری LSR به کمک خلاء برای قطعات هندسی پیچیده، دیوارههای نازک کمتر از 0.5 میلیمتر یا کاربردهایی که محتوای خالی صفر یک نیاز کیفی است، مانند اجزای پزشکی قابل کاشت، الزامی است.
طراحی حرارتی و چیدمان سیستم گرمایش
دمای یکنواخت قالب برای سرعت پخت ثابت در همه حفره ها ضروری است، به ویژه در ابزارهای چند حفره که در آن تغییرات دما بین حفره ها قطعاتی با سختی، انقباض و خواص مکانیکی متفاوت تولید می کند. بخاریهای کارتریج الکتریکی رایجترین روش گرمایش برای قالبهای LSR هستند که در الگوهای دقیقی نصب میشوند که وقتی در شرایط تولید حالت پایدار اندازهگیری میشوند، یکنواختی دما را در 3± درجه سانتیگراد در سراسر سطح حفره به دست میآورند. کنترلکنندههای دمای قالب که به وظیفه LSR اختصاص داده شدهاند، دقت نقطه تنظیم را 1± درجه سانتیگراد حفظ میکنند و به سرعت به استخراج حرارت ناشی از تزریق LSR سرد در برابر سطح قالب داغ در هر چرخه پاسخ میدهند. قرار دادن ترموکوپل در 5 میلی متر از سطح حفره - به جای پایه قالب - بازخورد دمای حفره و کنترل دقیق تر را ارائه می دهد.
پارامترهای کلیدی فرآیند و تأثیر آنها بر کیفیت قطعه
کنترل فرآیند قالب گیری تزریقی LSR برای تولید قطعات منسجم و بدون عیب مستلزم درک چگونگی تأثیر هر پارامتر فرآیند بر نتیجه نهایی است. جدول زیر پارامترهای حیاتی، محدوده عملیاتی معمول آنها و ویژگیهای کیفی را که عمدتاً بر آنها تأثیر میگذارند، خلاصه میکند:
| پارامتر | محدوده معمولی | اثر کیفیت اولیه |
| دمای قالب | 150-220 درجه سانتیگراد | کامل شدن درمان، زمان چرخه، انقباض |
| سرعت تزریق | سرعت پیچ 10-80 میلی متر بر ثانیه | تعادل پر، گیر افتادن هوا، خطر فلاش |
| فشار تزریق | 100-250 بار | پر کردن حفره، فلاش خط جدایی |
| زمان درمان | 15-90 ثانیه | خواص مکانیکی، پارگی پذیری قطعه |
| دمای مواد (بشکه) | 5-25 درجه سانتیگراد | عمر گلدانی، پیشگیری از ژل شدن زودرس |
| نسبت دوز (A:B) | 1:1 ± 1٪ | سختی، چگالی اتصال متقابل، مجموعه فشرده سازی |
زمان پخت بهویژه تأثیرگذار است زیرا قطعات LSR که در هنگام قالبگیری کمتر عمل کردهاند پاره میشوند، در حالی که بهطور قابلتوجهی زمان چرخه ضایعات بدون بهبود معنیدار خواص مکانیکی پس از دستیابی به چگالی اتصال متقابل کامل میشود. حداقل زمان پخت برای دمای قالب معین از طریق یک مطالعه پخت تعیین میشود که در آن قطعات در فواصل زمانی کوتاهتر قالبگیری میشوند و تا زمانی که حداقل زمان پخت قابل قبول مشخص شود، برای استحکام پارگی و تنظیم فشار آزمایش میشوند. در تولید، حاشیه ایمنی 10 تا 15 درصد به حداقل زمان پخت اضافه می شود تا تغییرات نرمال فرآیند را در نظر بگیرد.
طراحی قطعات LSR برای قالبگیری و عملکرد
طراحی قطعه برای قالبگیری تزریقی LSR مستلزم در نظر گرفتن ترکیب منحصربهفرد مواد از خاصیت ارتجاعی بالا، مدول کم و انقباض قابل توجه است. چندین قانون طراحی به طور خاص برای LSR اعمال می شود که با دستورالعمل های طراحی لاستیک سیلیکونی قالب گیری ترموپلاستیک و فشرده سازی متفاوت است:
- یکنواختی ضخامت دیوار: LSR به راحتی در بخش های نازک جریان می یابد، اما ضخامت دیواره بسیار غیر یکنواخت، نرخ های درمان متفاوت و تنش باقی مانده را ایجاد می کند که باعث تاب برداشتن پس از قالب گیری می شود. حفظ تغییرات ضخامت دیوار در نسبت 3:1 حداکثر - و در حالت ایده آل 2:1 - در سراسر قطعه، این اثر را به حداقل می رساند. انتقال بین مقاطع ضخیم و نازک باید تدریجی و با شعاع باشد نه گام های ناگهانی.
- زوایای پیش نویس برای قالب گیری: اگرچه خاصیت ارتجاعی بالای LSR به این معنی است که می توان آن را بر روی قسمت های زیرین کشیده و از قالب خارج کرد، زوایای پیشروی 3 تا 5 درجه در هر طرف روی دیوارهای داخلی نیروی قالب گیری مورد نیاز را کاهش می دهد و عمر قالب را افزایش می دهد. برای سطوح بافت دار یا چسبیده، زوایای کشش بالاتر از 5 درجه تا 10 درجه توصیه می شود تا از پارگی بافت سطح در حین پرتاب قطعه جلوگیری شود.
- موقعیت و اندازه دروازه: دروازههای LSR باید در ضخیمترین سطح مقطع قطعه قرار گیرند تا اجازه دهند مواد از ضخیم به نازک جریان پیدا کنند و خطر عکسهای کوتاه در ویژگیهای ظریف کاهش یابد. دروازههای تونل و گیتهای پین به دلیل بازیابی الاستیک مواد، به طور تمیز در LSR جدا میشوند، و این باعث میشود که آنها نسبت به دروازههای لبهای که آثار شاهدی بر جای میگذارند که نیاز به برش دستی دارند، ترجیح داده شوند.
- جبران انقباض در ابعاد حفره: LSR پس از قالب گیری و پس از پخت به صورت خطی 2 تا 4 درصد منقبض می شود و ابعاد حفره باید با انقباض مورد انتظار بزرگتر شود تا به ابعاد قطعه مورد نظر برسد. انقباض با طول سنج ترکیب، دمای پخت و هندسه قطعه متفاوت است، بنابراین آزمایشات اولیه ابزار برای کالیبره کردن انقباض واقعی برای هر ترکیب خاص و طراحی قالب قبل از نهایی شدن ابزار ضروری است.
نقص های رایج در قالب گیری LSR و علل ریشه ای آنها
حتی با قالبهایی که به خوبی طراحی شدهاند و ماشینهایی که به درستی پیکربندی شدهاند، قالبگیری تزریقی LSR مستعد مجموعهای از نقصهای تکرارشونده است که برای رفع نیاز به تشخیص سیستماتیک و تنظیم فرآیند دارد. شناسایی علت اصلی هر نقص - خواه در ماشین، قالب، مواد یا پارامترهای فرآیند باشد - برای اجرای یک اقدام اصلاحی موثر به جای پنهان کردن علائم با تغییرات پارامترهای جبرانی، ضروری است.
- فلش: شایع ترین نقص LSR، ناشی از فشار تزریق بیش از حد، نیروی گیره ناکافی، فرسوده یا خارج از تحمل سطوح خط جداکننده، یا انحراف قالب تحت فشار حفره است. اقدامات اصلاحی شامل تأیید کفایت نیروی گیره، سنگ زنی مجدد سطوح خط جداکننده، کاهش سرعت و فشار تزریق، و بررسی صافی صفحه قالب و وضعیت ستون نگهدارنده است.
- نماهای کوتاه و پر ناقص: ناشی از حجم ناکافی شلیک، مسدود شدن دریچهها، گیر افتادن هوا، یا موادی که به دلیل افزایش دما تا حدی در بشکه یا دونده سرد ژل شده است. بررسی و تمیز کردن کانال های دریچه، تأیید دمای لوله و دونده سرد، و افزایش جزئی حجم شات اولین مراحل تشخیصی هستند.
- پارگی در حین قالب گیری: به دلیل زمان پخت ناکافی یا دمای پایین قالب، خشک شدن کم را نشان می دهد. افزایش زمان ماندن یا افزایش دمای قالب به میزان 5 تا 10 درجه سانتیگراد، اکثر مشکلات پارگی را حل می کند. پارگی مداوم در هندسه پیچیده ممکن است نشان دهنده یک مشکل طراحی قالب باشد که در آن هندسه بخشی باعث ایجاد غلظت تنش در حین پرتاب می شود که نیاز به اصلاح طراحی دارد.
- تغییرات سختی بین حفره ها: ناشی از دمای غیریکنواخت قالب در سراسر صفحه حفره است که نرخ های پخت متفاوتی را در حفره های مختلف ایجاد می کند. نقشه برداری ترموکوپل از سطح قالب در طول تولید، مناطق سرد و گرم را شناسایی می کند، و تنظیمات قرار دادن بخاری یا توزیع برق برای دستیابی به یکنواختی حرارتی در مشخصات انجام می شود.