سیلیکون چگونه ساخته می شود؟ شیمی پشت مواد
سیلیکون یک پلیمر مصنوعی است که ستون فقرات آن از اتم های متناوب سیلیکون و اکسیژن - ساختاری که به عنوان زنجیره سیلوکسان شناخته می شود - به جای ستون فقرات کربن به کربن موجود در پلاستیک های آلی مانند پلی اتیلن یا پلی پروپیلن ساخته شده است. این تفاوت اساسی در معماری مولکولی همان چیزی است که به سیلیکون پایداری حرارتی خارقالعاده، بی اثری شیمیایی، انعطافپذیری در طیف وسیع دمایی و مقاومت در برابر تخریب UV میدهد. درک اینکه چگونه سیلیکون از منشا عنصری خام خود تا یک الاستومر نهایی ساخته میشود، به مهندسان، طراحان محصولات و سازندگان کمک میکند تا درک کنند که چرا این ماده به روشی که دارد رفتار میکند و چرا متفاوت از رزینهای ترموپلاستیک معمولی پردازش میشود.
تولید سیلیکون با سیلیکون آغاز می شود - دومین عنصر فراوان در پوسته زمین که عمدتاً به شکل دی اکسید سیلیکون (SiO2) یافت می شود که معمولاً به عنوان کوارتز یا ماسه سیلیس شناخته می شود. نکته مهم این است که عنصر سیلیکون از نظر شیمیایی از سیلیکون پلیمر متمایز است. سیلیکون در شکل خام خود به طور طبیعی نرم، انعطاف پذیر، یا از نظر شیمیایی در شرایط مختلف پایدار نیست. این یک متالوئید سخت و شکننده است. تبدیل آن به پلیمر سیلیکونی همه کاره مورد استفاده در دستگاههای پزشکی، مهر و موم خودرو، کالاهای مصرفی و اجزای صنعتی نیازمند یک فرآیند شیمیایی چند مرحلهای است که گروههای آلی مبتنی بر کربن را به ستون فقرات سیلیکونی وارد میکند و به طور اساسی خواص آن را تغییر میدهد.

از کوارتز تا سیلیکون متال: اولین مرحله تولید
اولین مرحله در ساخت سیلیکون کاهش دی اکسید سیلیکون به فلز سیلیکون درجه متالورژی است. این کار در کورههای قوس الکتریکی بزرگ انجام میشود که در آن کوارتزیت (شکل با خلوص بالا از کوارتز) تا دمای بیش از 1800 درجه سانتیگراد در حضور عوامل کاهنده غنی از کربن مانند زغالسنگ، کک و خردههای چوب گرم میشود. کربن با اکسیژن موجود در دی اکسید سیلیکون واکنش می دهد، دی اکسید کربن آزاد می کند و فلز سیلیکون مایع با خلوص تقریباً 98-99٪ از خود باقی می گذارد. این ماده به عنوان سیلیکون درجه متالورژی (MG-Si) شناخته می شود و به عنوان ماده اولیه حیاتی برای تولید پلیمر سیلیکون عمل می کند.
سیلیکون مذاب به شمش ریخته می شود، اجازه داده می شود تا خنک شود و سپس برای پردازش شیمیایی بیشتر به صورت پودر یا گرانول خرد می شود. در این مرحله، سیلیکون هنوز از پلیمر بودن فاصله زیادی دارد - باید متحمل یک سری واکنشهای شیمیایی شود که گروههای متیل آلی را به اتمهای سیلیکون متصل میکند و واسطههای ارگانوکلروسیلانی را ایجاد میکند که به عنوان بلوکهای ساختمانی تمام محصولات سیلیکونی تجاری عمل میکنند.
فرآیند مولر-روچو: ساخت مونومر سیلیکون
تولید صنعتی مونومرهای سیلیکون تحت سلطه فرآیند مستقیم مولر-روچو است که به طور مستقل در دهه 1940 توسعه یافت. در این فرآیند، فلز سیلیکون پودر شده با گاز متیل کلرید (CH3Cl) در حضور کاتالیزور مس در دماهای بین 250 تا 350 درجه سانتی گراد واکنش داده می شود. این واکنش مخلوطی از ترکیبات کلروسیلان را تولید می کند که مهمترین آنها از نظر تجاری دی متیل دی کلروسیلان - (CH3)2SiCl2 است. این مولکول مونومر اولیه است که اکثریت قریب به اتفاق سیلیکون های تجاری در نهایت از آن مشتق می شوند.
مخلوط کلروسیلان تولید شده توسط فرآیند مستقیم از طریق تقطیر جزئی به اجزای جداگانه خود جدا می شود، که هر یک واکنش پذیری مشخصی دارد و ساختارهای پلیمری سیلیکونی متفاوتی را هنگام هیدرولیز تولید می کند. دی متیل دی کلروسیلان، هنگامی که در معرض آب قرار می گیرد، تحت هیدرولیز سریع قرار می گیرد - اتم های کلر با گروه های هیدروکسیل جایگزین می شوند - و واسطه های سیلانول به دست آمده به طور خود به خود با یکدیگر متراکم می شوند و زنجیره های پلی دی متیل سیلوکسان (PDMS) را تشکیل می دهند. بسته به شرایط واکنش، طول زنجیره و ترکیب خاص مونومرهای کلروسیلان مورد استفاده، پلیمر حاصل می تواند یک سیال با ویسکوزیته کم، یک صمغ چسبناک یا یک پلیمر پایه با وزن مولکولی بالا باشد که برای ترکیب با لاستیک سیلیکونی مناسب است.
لاستیک سیلیکونی ترکیبی: از پلیمر پایه تا مواد قالب گیری
پلیمر پلی دی متیل سیلوکسان خام به تنهایی برای قالب گیری تزریقی مناسب نیست. باید با طیف وسیعی از افزودنیها ترکیب شود که سختی، استحکام کششی، ازدیاد طول، مقاومت حرارتی، رنگ و ویژگیهای پخت را برای مطابقت با نیازهای کاربردی خاص تنظیم میکند. این مرحله ترکیب، جایی است که ماده لاستیکی سیلیکونی کاربردی مورد استفاده در ماشینهای قالبگیری تزریقی در واقع ایجاد میشود، و شامل فرمولبندی دقیق توسط شیمیدانان مواد است که الزامات دارایی رقیب را در برابر محدودیتهای پردازش متعادل میکنند.
- پرکننده های تقویت کننده: سیلیس فومد پرکاربردترین پرکننده تقویت کننده در ترکیبات لاستیک سیلیکونی است. سیلیس دود شده که در بارهای 20 تا 50 درصد وزنی اضافه می شود، با برهمکنش با زنجیره های پلیمری در مقیاس مولکولی، استحکام کششی و مقاومت پارگی را به طور چشمگیری افزایش می دهد. بدون تقویت، پلیمر سیلیکون خالص استحکام مکانیکی بسیار کمی دارد.
- عوامل اتصال متقابل: برای تبدیل پلیمر سیلیکونی خطی یا با انشعاب کم به یک شبکه الاستومری سه بعدی، باید از عوامل اتصال عرضی استفاده شود. برای لاستیک با قوام بالا (HCR) که در قالبگیری تزریقی معمولی استفاده میشود، پراکسیدهای آلی پیوند متقابل سنتی هستند. برای لاستیک سیلیکون مایع (LSR)، یک سیستم پخت افزودنی کاتالیز شده با پلاتین استاندارد است که چرخههای پخت سریعتر و قوام ویژگی عالی را ارائه میدهد.
- رنگدانه ها و رنگدانه ها: سیلیکون به طور طبیعی شفاف است و رنگدانه ها را به راحتی می پذیرد. اکسید آهن، دی اکسید تیتانیوم و رنگدانه های آلی در طول ترکیب برای تولید طیف کامل رنگ های مورد نیاز تولید کنندگان محصولات مصرفی و تجهیزات پزشکی ترکیب می شوند.
- وسایل کمکی پردازش: افزودنهای کوچک مواد کمکی پردازش مانند روغنهای سیلیکون یا مومها، رفتار جریانی ترکیب را در طول قالبگیری تزریقی بهبود میبخشد، فشار تزریق را کاهش میدهد و پر کردن قالب را در هندسههای پیچیده حفره بهبود میبخشد.
- افزودنی های کاربردی: بسته به کاربرد نهایی، عوامل اضافی ممکن است ترکیب شوند - بازدارنده های شعله برای اجزای عایق الکتریکی، عوامل ضد میکروبی برای محصولات پزشکی و تماس با غذا، یا تثبیت کننده های حرارتی برای کاربردهای خدمات در دمای بالا.
انواع سیلیکون مورد استفاده در قالب گیری تزریقی: HCR در مقابل LSR
دو شکل متمایز از لاستیک سیلیکونی در ماشینهای قالبگیری تزریقی پردازش میشوند و از نظر وضعیت فیزیکی، رفتار پردازشی و نوع ماشین مورد نیاز برای کار با آنها تفاوت زیادی دارند. انتخاب بین لاستیک با قوام بالا (HCR) و لاستیک سیلیکون مایع (LSR) یکی از مهم ترین تصمیمات مواد در توسعه محصول سیلیکونی است که مستقیماً بر کیفیت قطعه، زمان چرخه، طراحی ابزار و اقتصاد تولید تأثیر می گذارد.
لاستیک با قوام بالا (HCR)
HCR یک ماده جامد و بتونه مانند در دمای اتاق با قوام شبیه به خمیر نان سفت است. وزن مولکولی بالایی دارد - معمولاً بیش از یک میلیون گرم در مول - و باید قبل از اینکه به اندازه کافی برای تزریق در حفره قالب جریان یابد، از قبل گرم شده و کار شود. ترکیبات HCR معمولاً با استفاده از پراکسیدهای آلی در دمای 150 تا 200 درجه سانتیگراد پخت می شوند و پس از پخت در دماهای بالا اغلب برای ایجاد خواص مکانیکی کامل و حذف محصولات جانبی تجزیه پراکسید باقیمانده لازم است. HCR برای تولید مهر و موم، واشر، لوله و لوازم جانبی کابل به خوبی تثبیت شده است و می توان آن را بر روی ماشین های قالب گیری تزریق لاستیکی اصلاح شده یا پرس های قالب گیری فشرده پردازش کرد.
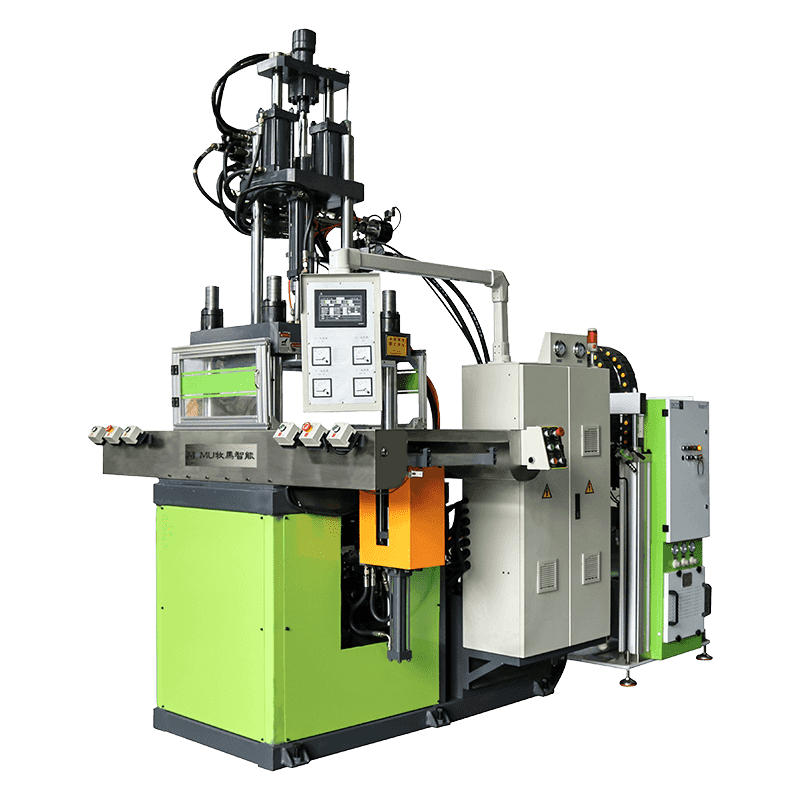
لاستیک سیلیکونی مایع (LSR)
LSR یک سیستم مایع قابل پمپاژ دو جزئی است که در درام های جداگانه عرضه می شود - جزء A حاوی پلیمر پایه و کاتالیزور پلاتین است، در حالی که جزء B حاوی پلیمر پایه و اتصال دهنده (معمولاً یک ترکیب هیدرید سیلیکون) است. این دو جزء با نسبت دقیق 1:1 اندازهگیری میشوند، در یک میکسر استاتیک یا دینامیکی مخلوط میشوند و به یک قالب گرم شده تزریق میشوند که در آن واکنش پخت افزودن کاتالیز شده با پلاتین به سرعت اتفاق میافتد، معمولاً در عرض 10 تا 60 ثانیه در دمای قالب 150 تا 220 درجه سانتیگراد. LSR هیچ محصول جانبی درمانی تولید نمی کند، نیازی به پس از درمان ندارد، و سازگاری استثنایی قطعه را با دقت ابعادی ارائه می دهد که دستیابی به آن با HCR دشوار است. این ماده ترجیحی برای تولید با حجم بالا دستگاه های پزشکی، محصولات مراقبت از نوزادان، اجزای فناوری پوشیدنی و مهر و موم های صنعتی دقیق است.
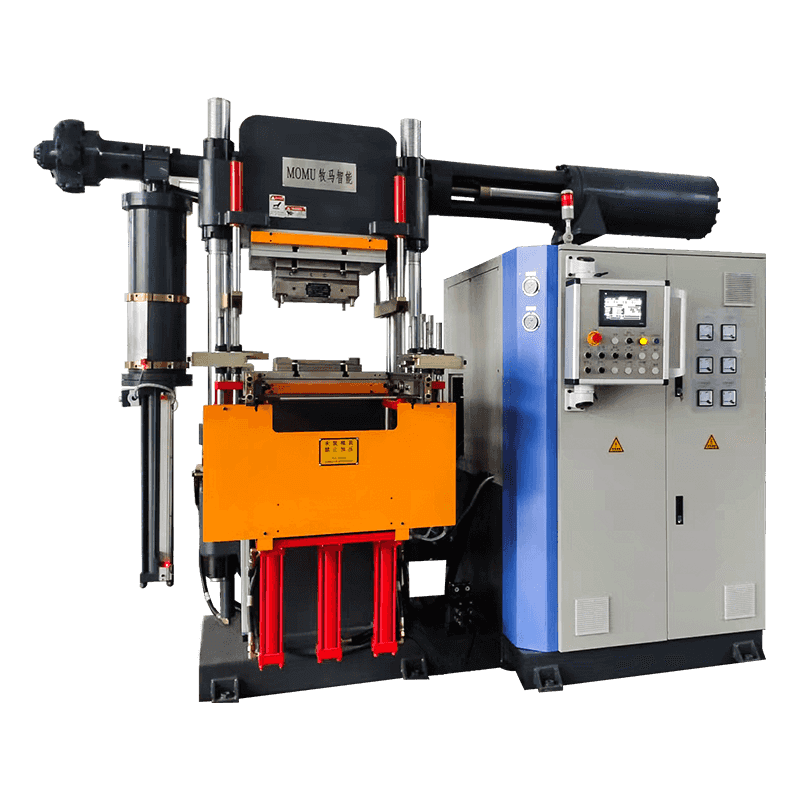
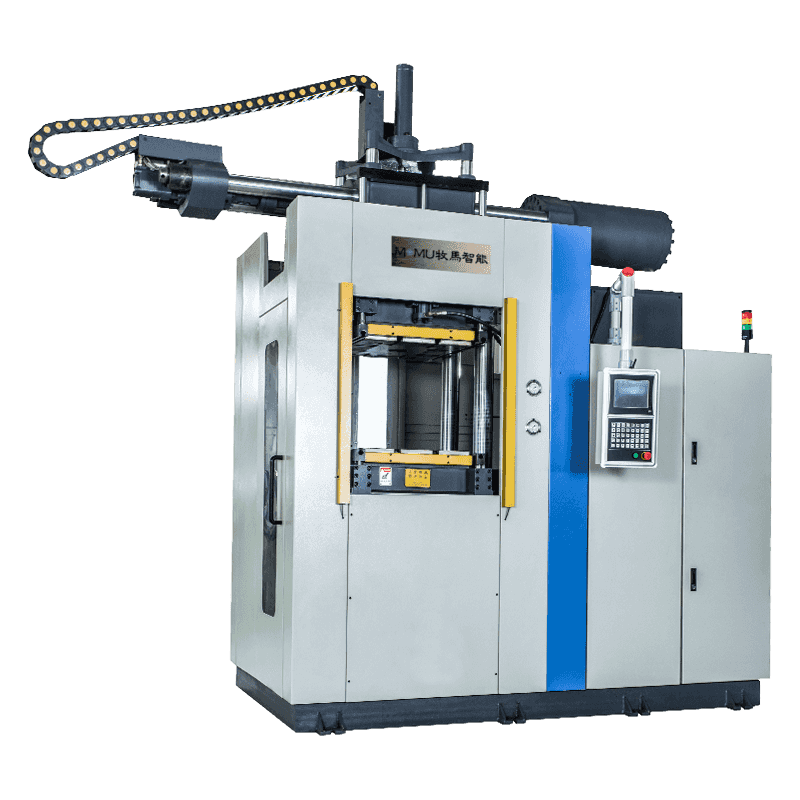
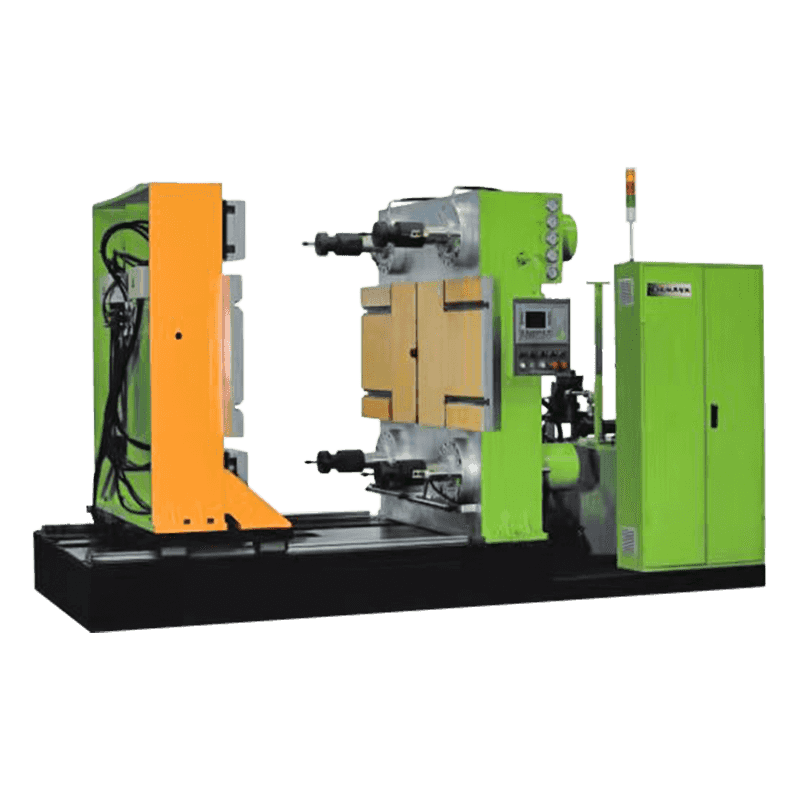
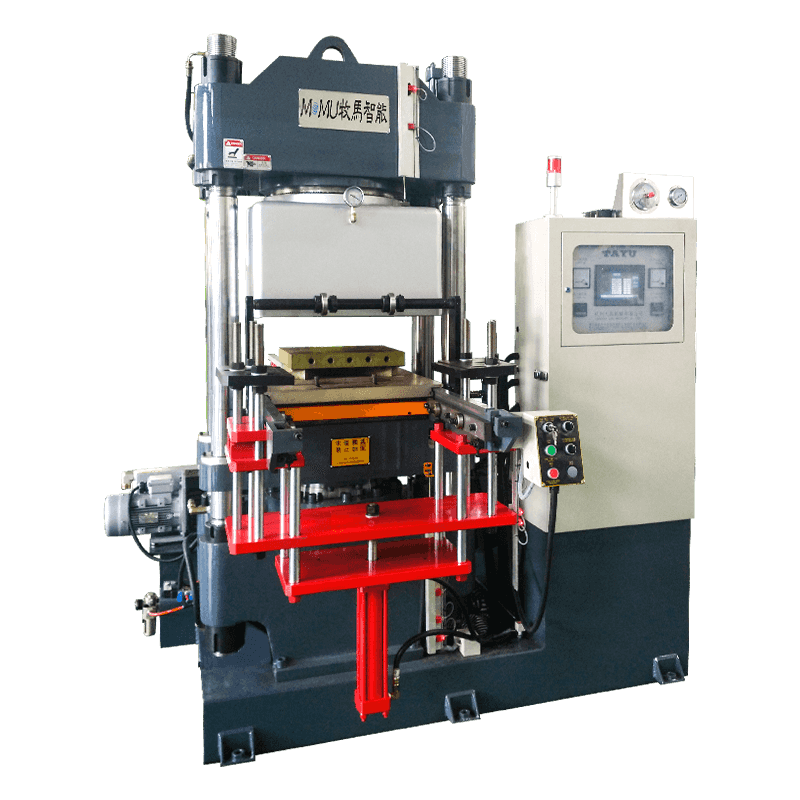
ماشین قالب گیری تزریق سیلیکون/لاستیک چگونه کار می کند
یک سیلیکون یا دستگاه قالب گیری تزریق لاستیک اساساً با یک دستگاه قالب گیری تزریقی ترموپلاستیک استاندارد از چندین جنبه مهم متفاوت است، که ناشی از ماهیت ترموست سیلیکون و لاستیک است - موادی که در هنگام گرم شدن به جای نرم شدن مانند ترموپلاستیک ها در هنگام گرم شدن به طور برگشت ناپذیری عمل می کنند. در دستگاه ترموپلاستیک، بشکه و پیچ برای ذوب شدن مواد گرم می شوند و قالب برای جامد شدن قطعه سرد می شود. در دستگاه قالب گیری تزریق سیلیکون/لاستیک، مواد باید در سراسر سیستم تزریق سرد نگه داشته شوند تا از پخت زودرس جلوگیری شود، در حالی که قالب برای تحریک و ولکانیزه شدن کامل گرم می شود.
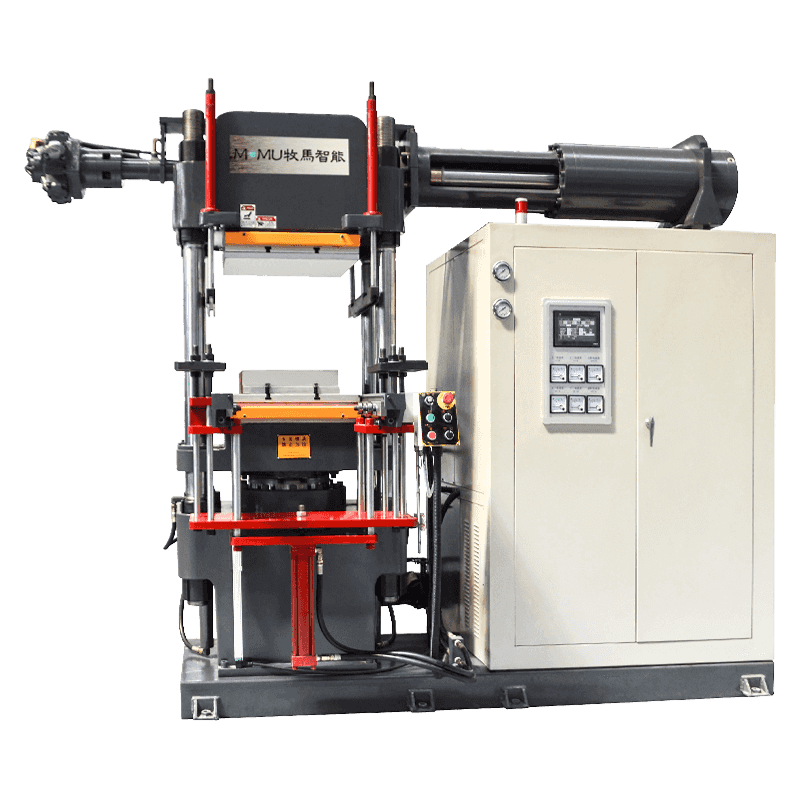
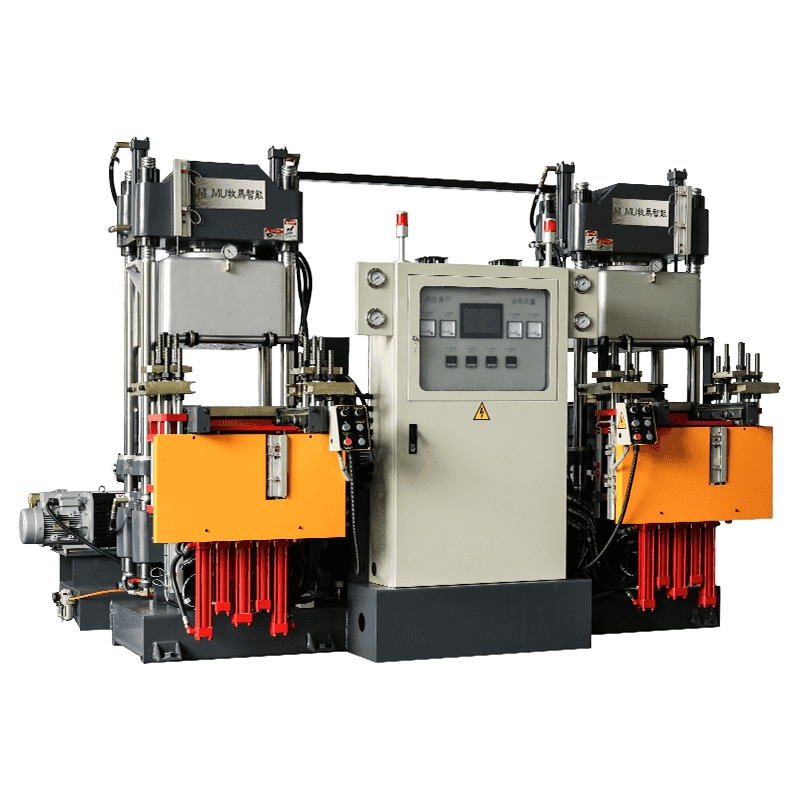
برای پردازش LSR، واحد تزریق مجهز به یک سیستم اندازه گیری و اختلاط دو جزئی است که از دو درام مواد با استفاده از پمپ های دنده دقیق استخراج می شود، آنها را با نسبت صحیح از طریق یک مجموعه میکسر استاتیک مخلوط می کند و مواد مخلوط شده را به بشکه تزریق سرد تحویل می دهد. مجموعه بشکه و پیچ - معمولاً با آب سرد در دمای 5 تا 15 درجه سانتیگراد - خنک می شود تا LSR در طول چرخه تزریق پایین تر از دمای فعال سازی خود باقی بماند. هنگامی که مواد در قالب گرم شده (150-220 درجه سانتیگراد) تزریق می شود، افزایش چشمگیر دما کاتالیزور پلاتین را فعال می کند و واکنش پخت در عرض چند ثانیه به پایان می رسد.
اجزای کلیدی دستگاه قالب گیری تزریق سیلیکون/لاستیک
| جزء | تابع | مشخصات کلیدی |
| واحد اندازه گیری دو جزئی | قطعات A و B LSR را با دقت اندازه گیری و پمپ می کند | دقت نسبت ± 0.5% یا بهتر |
| میکسر استاتیک/دینامیک | قبل از تزریق، اجزای A و B را به طور همگن ترکیب می کند | راندمان اختلاط، گرمایش برشی کم |
| بشکه و پیچ تزریق سرد | انتقال و تزریق مواد در عین جلوگیری از درمان زودرس | خنک کننده آب سرد، 5-15 درجه سانتیگراد |
| واحد گیره گرم و قالب | قالب را تحت فشار بسته نگه می دارد و حرارت پخت را تامین می کند | 150-220 درجه سانتیگراد، نیروی گیره در هر حفره |
| سیستم دونده سرد | مواد را بدون هدر رفتن اسپرو خشک شده به حفره ها می رساند | زباله نزدیک به صفر، ایزوله حرارتی |
| سیستم کنترل (CNC/PLC) | سرعت تزریق، فشار، دما و زمان بندی را مدیریت می کند | تکرارپذیری فرآیند، ثبت داده ها |
ملاحظات طراحی قالب مخصوص قالب گیری تزریقی سیلیکون
طراحی قالب برای قالب گیری تزریقی سیلیکون نیازمند توجه دقیق به عواملی است که به طور قابل توجهی با ابزارهای ترموپلاستیک تفاوت دارند. ویسکوزیته کم سیلیکون به شکل LSR - که اغلب با خامه غلیظ یا خمیر پنکیک مقایسه می شود - به این معنی است که به راحتی در کوچکترین شکاف بین سطوح جداکننده قالب جریان می یابد و فلاش تولید می کند که باید در پس پردازش حذف شود. قالبگیری سیلیکونی بدون فلاش یا تقریباً بدون فلاش به تحملهای مسطح سطح جداکننده بسیار محکم، معمولاً بین 2 تا 5 میکرون، و فولاد ابزار آسیاب دقیق با سختی بالاتر از 48 HRC نیاز دارد تا این تحملها در میلیونها چرخه حفظ شود.
تهویه در طراحی قالب سیلیکونی بسیار مهم است زیرا هوای محبوس شده در حفره های حفره نمی تواند مانند برخی از فرآیندهای متخلخل از مواد خارج شود - هوای به دام افتاده باعث ایجاد حفره ها، شات های کوتاه یا نقص های سطحی می شود. کانال های تهویه کم عمق 3 تا 8 میکرون در خط جدایی و در آخرین نقاط پر کردن هر حفره گنجانده شده است. طراحی سیستم جهش باید انعطاف پذیری و چسبندگی بالای قطعات سیلیکونی پخته شده را نیز در نظر بگیرد - قالبگیری بدون پاره شدن یا اعوجاج ویژگیهای دیواره نازک معمولاً نیازمند طراحی دقیق زاویه کشش، بافت سطح یا استفاده از پوششهای ضد چسبندگی مانند PTFE یا عملیات سطح پلاسما بر روی سطوح حفره است.
صنایع و کاربردهای ارائه شده توسط قالب گیری تزریقی سیلیکون
ترکیبی از خواص استثنایی مواد سیلیکون و دقت قابل دستیابی از طریق قالبگیری تزریقی، ماشینهای قالبگیری تزریقی سیلیکون/لاستیک را مرکزی برای تولید در طیف وسیعی از صنایع میسازد. هر بخش از زیرمجموعه مشخصی از ویژگیهای عملکرد سیلیکون بهرهبرداری میکند و توانایی تولید هندسههای پیچیده با تحملهای محدود در حجمهای بالا، قالبگیری تزریقی را به روش تولید ترجیحی در همه آنها تبدیل میکند.
- پزشکی و دارویی: زیست سازگاری، استریل پذیری و بی اثری شیمیایی سیلیکون آن را به ماده انتخابی برای اجزای کاتتر، مهر و موم های دستگاه قابل کاشت، دستگیره های ابزار جراحی، ماسک های تنفسی و غشاهای دریچه تحویل دارو تبدیل می کند. قالبگیری تزریقی LSR به این قطعات اجازه میدهد تا طبق استانداردهای تجهیزات پزشکی کلاس III با اعتبار فرآیند و قابلیت ردیابی کامل تولید شوند.
- خودرو: مهر و موم اتصالات، حلقههای گرومت، چکمههای شمع، شیلنگهای توربوشارژر و واشر برای کاربردهای زیر کاپوت به توانایی سیلیکون برای حفظ عملکرد آببندی در دماهای 60- تا بیش از 200 درجه سانتیگراد در طول عمر خودرو متکی هستند.
- لوازم الکترونیکی مصرفی: روکش های محافظ، غشای دکمه ها، مهر و موم های ضد آب برای پوشیدنی ها، و نوک گوشی از LSR در ابزارهای با کاویتاسیون بالا قالب گیری شده اند که میلیون ها قطعه در سال با دقت ابعادی ثابت تولید می کنند.
- محصولات نوزادان و نوجوانان: نوک بطری ها، پستانک ها، دندان گیرها و نوک قاشق غذاخوری ساخته شده از ترکیبات LSR مطابق با مواد غذایی و FDA در قالب های چند حفره ای با پروتکل های تولیدی بهداشتی دقیق تولید می شوند.
- صنعتی و انرژی: سوله های عایق الکتریکی برای تجهیزات انتقال ولتاژ بالا، دیافراگم های پمپ، شیرهای بازرسی، و مهر و موم های پردازش شیمیایی از ترکیب مقاومت الکتریکی، پایداری اشعه ماوراء بنفش و مقاومت شیمیایی در محیط های بیرونی و فرآیندی پر تقاضا استفاده می کنند.
از سنگ معدن کوارتزیتی که به کوره های قوس تغذیه می شود تا مهر و موم سیلیکونی قالب گیری دقیق روی ایمپلنت پزشکی، سفر سیلیکون از مواد خام به محصول نهایی یکی از شیمی صنعتی و مهندسی دقیق است که با هماهنگی نزدیک انجام می شود. دستگاه قالب گیری تزریق سیلیکون/لاستیک در مرکز این زنجیره ارزش قرار دارد - یک پلیمر گرماسخت با دقت فرموله شده را به اجزای دقیق ابعادی و با کارایی بالا تبدیل می کند که به طور نامرئی اما ضروری در محصولاتی که زندگی مدرن را تعریف می کنند تعبیه شده است.