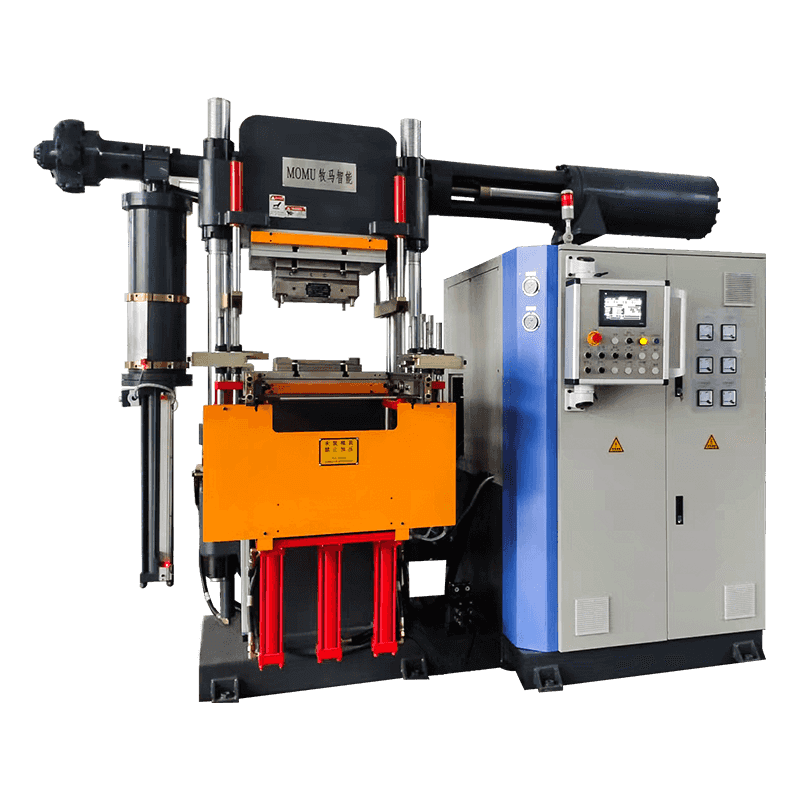
دستگاه بستن قالب سیلیکونی مایع چیست؟
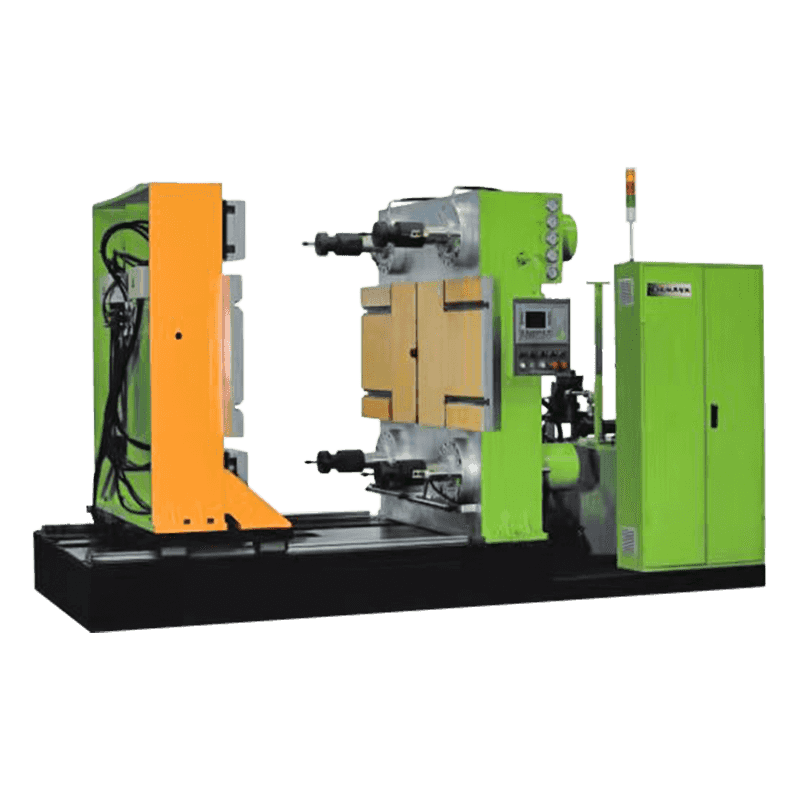
الف دستگاه گیره قالب سیلیکونی مایع یک سیستم قالب گیری تزریقی تخصصی است که به طور خاص برای پردازش لاستیک سیلیکون مایع (LSR) طراحی شده است. برخلاف ماشینهای قالبگیری تزریقی گرمانرم معمولی، ماشینهای بستن LSR برای کنترل خواص رئولوژیکی و حرارتی منحصربهفرد سیلیکون مایع - یک ماده دو جزئی که در دمای اتاق سیال باقی میماند و وقتی در معرض گرما در داخل یک قالب بسته قرار میگیرد، ولکانیزه میشود (درمان میشود) مهندسی شدهاند. این دستگاه نیمه های قالب را تحت فشار دقیق کنترل شده به هم چسبانده، ترکیب LSR مخلوط شده را به داخل حفره قالب تزریق می کند، حرارت را برای پخت ماشه اعمال می کند، و سپس باز می شود تا قسمت نهایی آزاد شود.
این ماشین ها به طور گسترده در تولید تجهیزات پزشکی، قطعات خودرو، لوازم الکترونیکی مصرفی، محصولات کودک و کاربردهای آب بندی صنعتی استفاده می شوند. توانایی آنها در تولید قطعات سیلیکونی بسیار دقیق و بدون فلاش در حجم های بالا با حداقل ضایعات، آنها را به تجهیزات ضروری در هر جایی که قطعات LSR در مقیاس تولید مورد نیاز است تبدیل می کند.
نحوه عملکرد سیستم بستن قالب در پردازش LSR
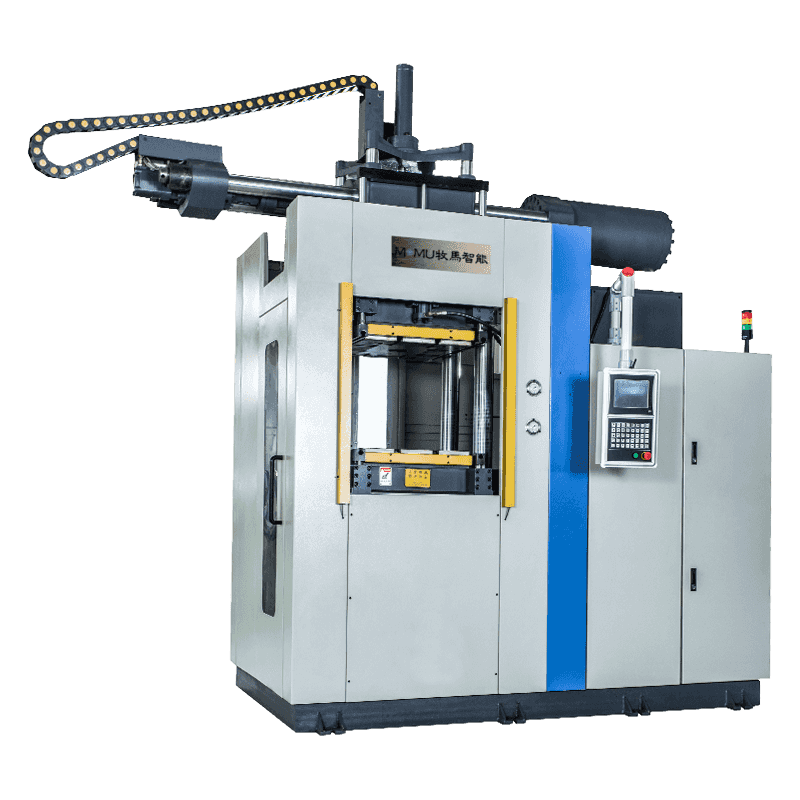
واحد بستن قالب هسته ساختاری هر دستگاه قالب گیری تزریق سیلیکون مایع است. وظیفه اصلی آن نگه داشتن دو نیمه قالب در کنار هم تحت نیروی کافی برای مقاومت در برابر فشار تزریق وارد شده در هنگام پر شدن مواد است. در قالبگیری LSR، فشار تزریق معمولاً کمتر از قالبگیری ترموپلاستیک است، اما سیستم بستن همچنان نقش مهمی در حصول اطمینان از یک حفره قالب کاملاً مهر و موم شده ایفا میکند که از فلاش جلوگیری میکند - لایه نازکی از مواد اضافی که در خطوط جداسازی زمانی که نیروی گیره کافی نیست تشکیل میشود.
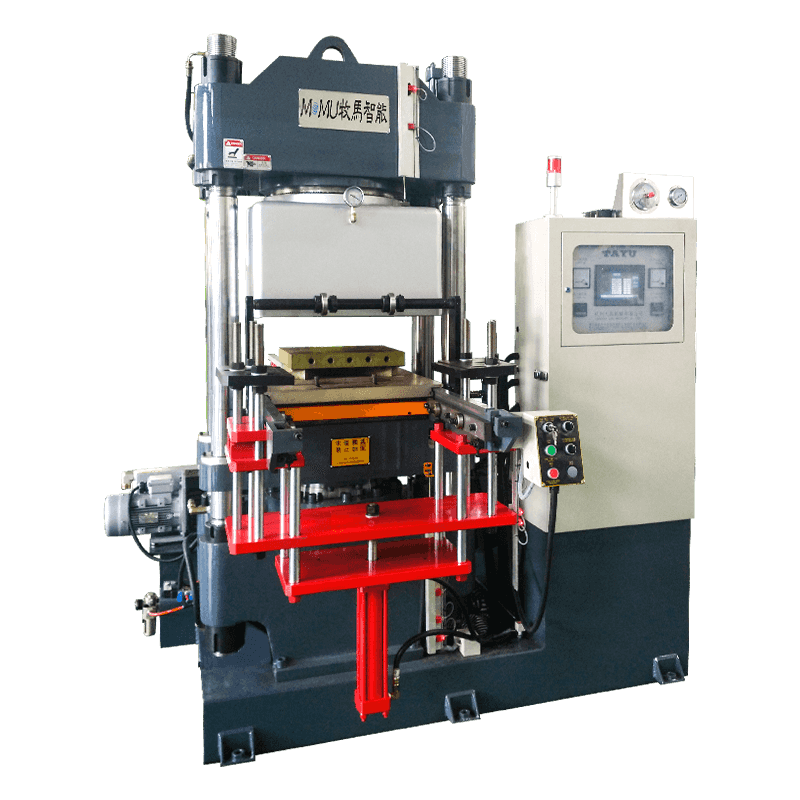
اکثر دستگاه های گیره قالب سیلیکونی مایع از مکانیزم بستن ضامن هیدرولیک یا سرو-الکتریک استفاده می کنند. سیستم ضامن نیروی تولید شده توسط سیلندر هیدرولیک یا سروموتور را از طریق یک اتصال مکانیکی چند برابر می کند و با اجزای محرک نسبتا فشرده به تناژ گیره بسیار بالایی دست می یابد. در طول تزریق، سیستم گیره قالب را در یک موقعیت بسته قفل می کند و فشار ثابت را در طول چرخه پر کردن و پخت حفظ می کند. هنگامی که ولکانیزاسیون کامل می شود، گیره باز می شود و یک سیستم تخلیه - معمولاً پنوماتیک یا مکانیکی - قسمت تمام شده را از حفره قالب آزاد می کند.
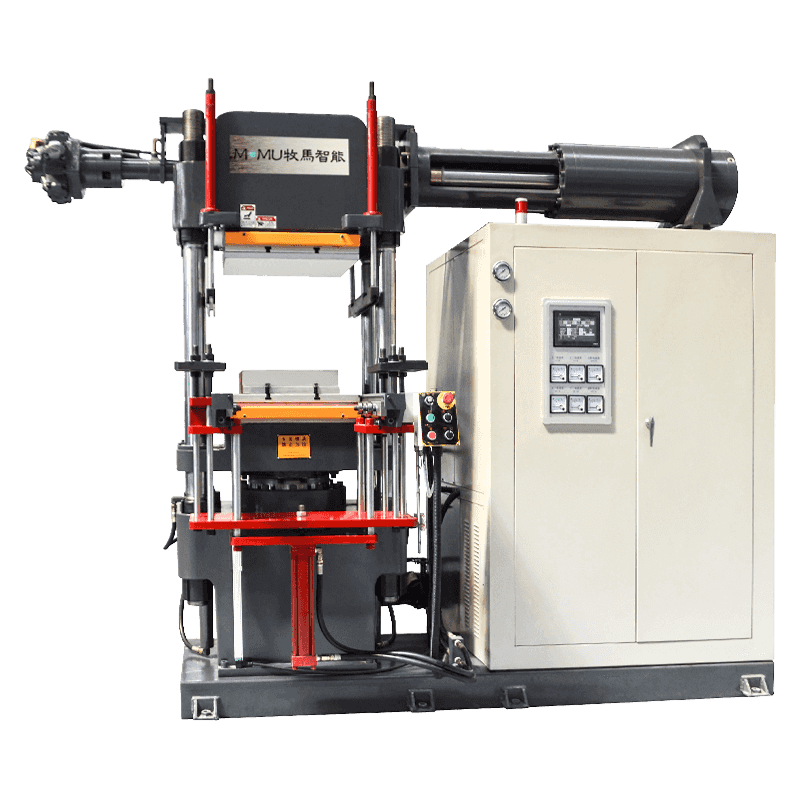
از آنجایی که LSR باید در لوله و سیستم تزریق سرد نگه داشته شود (برای جلوگیری از پخت زودرس) در حالی که خود قالب برای ایجاد ولکانیزاسیون گرم می شود، واحد گیره باید دارای یک قالب ایزوله حرارتی باشد. صفحات عایق معمولاً بین قالب و صفحات دستگاه نصب می شوند تا از انتقال حرارت از قالب گرم شده به ساختار دستگاه جلوگیری کنند، از اجزاء محافظت کنند و بهره وری انرژی را حفظ کنند.
مشخصات فنی کلیدی برای ارزیابی
انتخاب صحیح دستگاه بستن قالب سیلیکونی مایع مستلزم توجه دقیق به طیف وسیعی از پارامترهای فنی است. هر مشخصات تأثیر مستقیمی بر کیفیت قطعات قالبگیری شده، زمان چرخه و طیف قالبها و محصولاتی که دستگاه میتواند در خود جای دهد، دارد.
مشخصات ماشین اولیه
| مشخصات | محدوده معمولی / توضیحات |
| نیروی بستن | 50 کیلو نیوتن تا 10000 کیلونیوتن (5 تا 1000 تن) |
| اندازه بشقاب | بر اساس تناژ دستگاه متفاوت است. باید ابعاد قالب را در خود جای دهد |
| محدوده دمای قالب | 150 درجه سانتی گراد تا 220 درجه سانتی گراد (302 درجه فارنهایت تا 428 درجه فارنهایت) |
| نوع واحد تزریق | سیستم پمپ دوز اختصاصی LSR (قطعات A B) |
| دمای بشکه | برای جلوگیری از درمان زودرس، در دمای 5 تا 15 درجه سانتیگراد خنک می شود |
| سیستم کنترل | PLC با صفحه نمایش لمسی HMI؛ پارامترهای چرخه قابل برنامه ریزی |
| فاصله نوار کراوات | حداکثر عرض قالب قابل نصب را تعریف می کند |
| افتتاحیه در روز | حداکثر فاصله بین صفحات در حالت باز |
نیروی گیره یکی از مهم ترین پارامترها است. باید کافی باشد که قالب در برابر فشار تزریق بدون گیره بیش از حد مهر و موم شود، که می تواند به مرور زمان به سطوح جداکننده قالب آسیب برساند. محاسبه نیروی گیره مورد نیاز شامل ضرب ناحیه پیش بینی شده حفره های قالب در فشار حفره و افزودن حاشیه ایمنی 10 تا 20 درصد برای در نظر گرفتن تغییرات فرآیند است.
سیستم دوز و تزریق LSR
برخلاف قالبگیری تزریقی ترموپلاستیک که در آن یک رزین واحد ذوب و تزریق میشود، پردازش LSR به یک سیستم دوز دو جزئی نیاز دارد که ترکیب سیلیکون پایه (جزء A) و کاتالیزور پلاتین (جزء B) را در نسبت 1:1 قبل از تزریق دقیقا اندازهگیری و مخلوط میکند. دستگاه گیره قالب سیلیکون مایع معمولاً با یک واحد پمپ دوز LSR اختصاصی جفت می شود که از درام های منبع تغذیه می گیرد، هر دو جزء را از طریق پمپ های دنده ای یا پمپ های پیستونی اندازه گیری می کند، آنها را از طریق یک میکسر استاتیک مخلوط می کند و ترکیب مخلوط را به بشکه تزریق می دهد.
بشکه تزریق و پیچ با آب خنک می شوند یا با دما کنترل می شوند تا LSR را در دمای پایین - معمولاً بین 5 تا 15 درجه سانتیگراد - حفظ کنند و از ولکانیزاسیون زودرس در سیستم تغذیه جلوگیری کنند. طراحی پیچ برای LSR با پیچ های ترموپلاستیک استاندارد متفاوت است. معمولاً نسبت تراکم پایینتری دارد و حلقه چکی ندارد، زیرا LSR به همان روش به پلاستیکسازی نیاز ندارد و به آسانی تحت برش کم جریان دارد. تزریق با دوز دقیق حجمی به جای اندازه گیری پیچی کنترل می شود و از ثبات شات به شات اطمینان می یابد.

سیستمهای تزریق پیگمنت اغلب در واحد دوز ادغام میشوند و اجازه میدهند رنگ در مقادیر دقیق مستقیماً به جریان مواد برای محصولات رنگی LSR بدون آلوده کردن درامهای عرضه فله وارد شود.
الزامات طراحی قالب برای ماشین های بستن LSR
قالب مورد استفاده در دستگاه گیره قالب سیلیکونی مایع دارای چندین الزام طراحی است که به طور قابل توجهی با قالب های ترموپلاستیک متفاوت است. از آنجایی که LSR ویسکوزیته بسیار پایینی دارد و به راحتی تحت فشار جریان می یابد، قالب باید تا حد تحمل بسیار محکم در خط جداسازی - معمولاً در 0.005 میلی متر - ماشین کاری شود تا از تشکیل فلاش جلوگیری شود. حتی شکافهای جزئی در سطح جداکننده به LSR اجازه میدهد تا از آن عبور کند و لایههای سیلیکونی نازکی تولید کند که باید به صورت دستی برداشته شوند و کیفیت و بازده قطعه را کاهش میدهند.
ویژگی های حیاتی طراحی قالب LSR
- سیستم های دونده سرد: قالبهای LSR اغلب از سیستمهای رانر سرد یا سیستمهای دونده سرد دریچهدار برای از بین بردن اسپرو و ضایعات رانر استفاده میکنند، زیرا رانرهای LSR را نمیتوان پس از پخت دوباره آسیاب کرد و مجدداً استفاده کرد.
- تهویه خلاء: سیستم های خلاء برای تخلیه هوا از حفره قالب قبل از تزریق یکپارچه شده اند و از گیر افتادن هوا که باعث ایجاد حفره ها یا پر شدن ناقص قطعات دقیق می شود جلوگیری می کند.
- گرمایش قالب یکنواخت: عناصر گرمایش الکتریکی یا کانال های حرارتی مبتنی بر روغن باید به طور یکنواخت در سراسر قالب توزیع شوند تا از درمان ثابت در تمام حفره ها در ابزارهای چند حفره اطمینان حاصل شود.
- صفحات عایق حرارتی: بین پایه قالب و صفحات دستگاه نصب می شود تا اتلاف حرارت به ساختار دستگاه را به حداقل برساند و مصرف انرژی در طول تولید را کاهش دهد.
- سیستم های تخریب: از آنجایی که سیلیکون پخته شده انعطافپذیر و چسبنده است، قالبها باید دارای طرحبندی پینهای جهشی مؤثر، صفحات استریپر یا قالبگیری با انفجار هوا باشند تا قطعات بدون پارگی یا اعوجاج آزاد شوند.
صنایع و محصولات متکی به ماشین های بستن LSR
دستگاه های گیره قالب سیلیکون مایع به طیف متنوعی از صنایع خدمات می دهند که با ترکیب منحصر به فرد خواصی که LSR ارائه می دهد - سازگاری زیستی، مقاومت در برابر دما، بی اثری شیمیایی، شفافیت نوری و انعطاف پذیری طولانی مدت هدایت می شود. دقت و تکرارپذیری فرآیند بستن و تزریق، این ماشینها را برای کاربردهای سختی که سازگاری ابعادی و یکپارچگی مواد غیرقابل مذاکره هستند، مناسب میسازد.
- تجهیزات پزشکی: زیست سازگاری LSR آن را برای مهر و موم ها، دریچه ها، کاتترها، ماسک های تنفسی، اجزای سمعک و قطعات دستگاه قابل کاشت که نیاز به انطباق با USP کلاس VI یا ISO 10993 دارند، ایده آل می کند.
- الفutomotive: چکمه های شمع، واشر، مهر و موم سنسور و حلقه های O-رینگ مقاوم در برابر مایعات معمولاً در LSR به دلیل توانایی آن در تحمل دماهای 60- تا 200 درجه سانتی گراد تولید می شوند.
- محصولات کودک و نوزاد: نوک سینه ها، پستانک ها، دندان گیرها و لوازم جانبی تغذیه به خواص غذایی LSR، طعم خنثی و مقاوم در برابر عقیم سازی نیاز دارند.
- لوازم الکترونیکی مصرفی: غشاهای صفحه کلید ضد آب، مهر و موم دکمه ها، نوارهای دستگاه پوشیدنی، و بند کابل از انعطاف پذیری و مقاومت محیطی LSR بهره می برند.
- آب بندی صنعتی: واشر سفارشی، دیافراگم، دم، و مهر و موم برای پمپ ها، شیرها، و سیستم های جابجایی مایعات در صنایع شیمیایی و صنایع غذایی.
الفdvantages of Using a Dedicated LSR Mold Clamping Machine
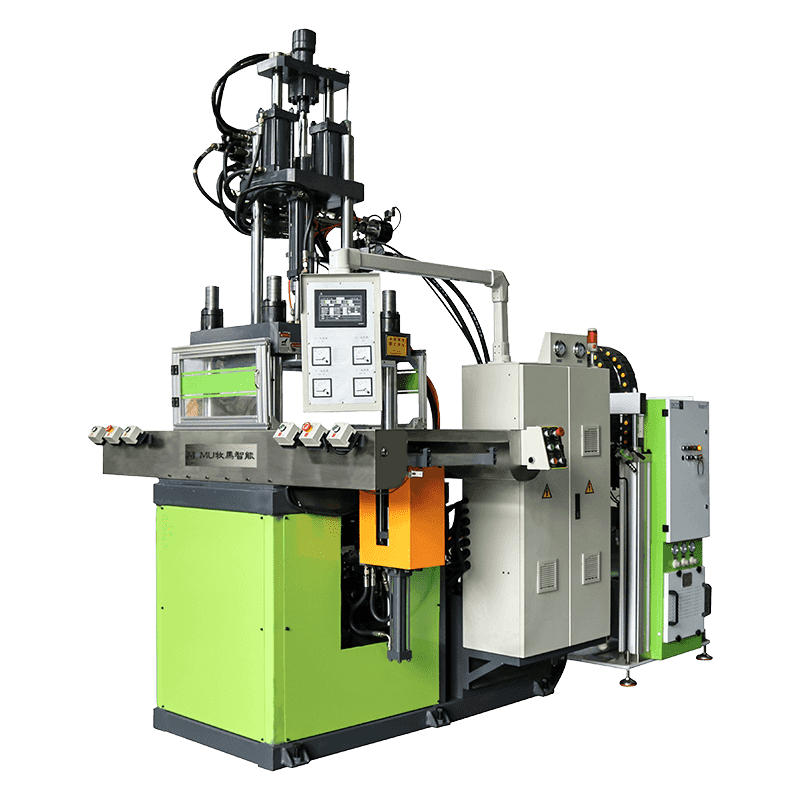
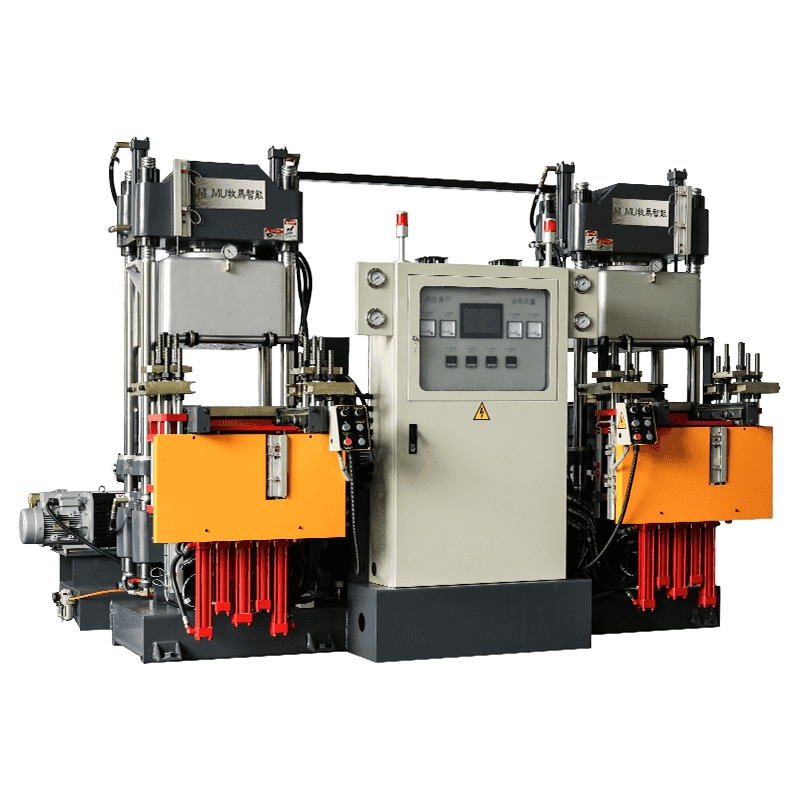
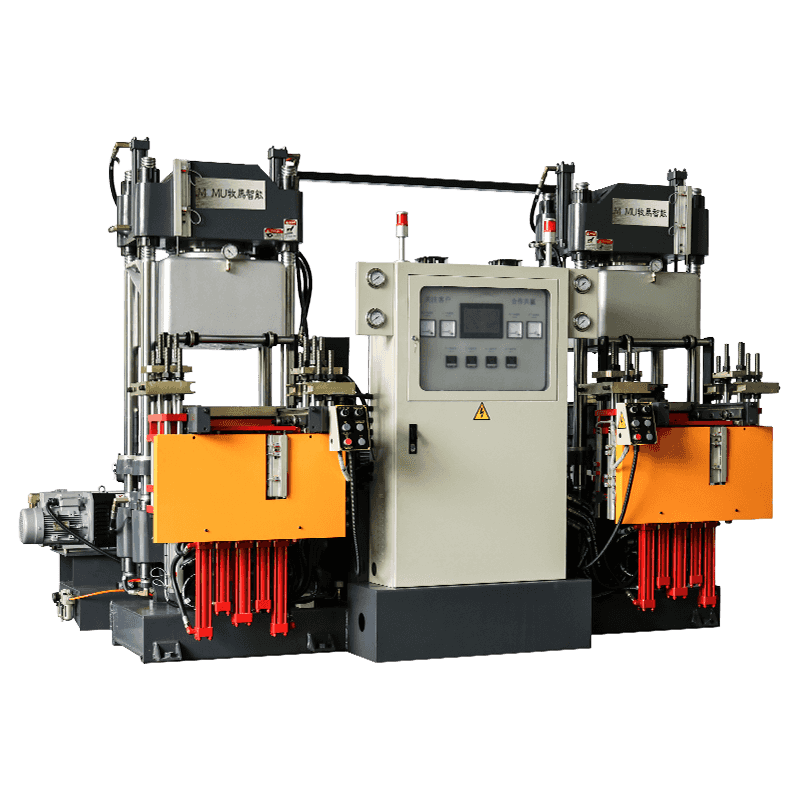
در حالی که برخی از تولیدکنندگان تلاش میکنند دستگاههای قالبگیری تزریقی ترموپلاستیک استاندارد را برای پردازش LSR تطبیق دهند، دستگاههای گیره قالب سیلیکون مایع اختصاصی مزایای عملیاتی و کیفی قابلتوجهی را ارائه میکنند که سرمایهگذاری برای هر عملیات تولید جدی LSR را توجیه میکند.
- کنترل بستن دقیق: سیستمهای گیرهای ساختهشده، تناژ ثابت و قابل اندازهگیری را با قابلیت تنظیم دقیق ارائه میکنند و از آببندی قالب تکرارپذیر در هر چرخه اطمینان میدهند.
- سیستم یکپارچه تزریق سرد: مجموعه بشکه و پیچ خنکشده بهطور خاص برای LSR طراحی شده است، و مصالح مورد نیاز هنگام تطبیق تجهیزات ترموپلاستیک را حذف میکند.
- تولید بدون فلش: موازی سازی صفحه با دقت بالا و نیروی گیره کنترل شده، قالب گیری بدون فلاش یا حداقل فلاش را امکان پذیر می کند و کار پس از پردازش و ضایعات مواد را کاهش می دهد.
- چرخه های کاملاً خودکار: ادغام با حذف قطعات رباتیک، سیستم های بازرسی بینایی و سیستم های نوار نقاله، تولید چراغ های خاموش را با حداقل مداخله اپراتور امکان پذیر می کند.
- ثبت داده های فرآیند: ماشینهای بستن LSR مدرن فشار تزریق، دمای قالب، زمان پخت و نیروی گیره را برای هر چرخه ثبت میکنند و از قابلیت ردیابی کیفیت در صنایع تحت نظارت پشتیبانی میکنند.
نحوه انتخاب ماشین مناسب برای برنامه LSR
انتخاب صحیح دستگاه گیره قالب سیلیکونی مایع با تجزیه و تحلیل دقیق قطعاتی که قرار است تولید شوند آغاز می شود. ناحیه پیش بینی شده بزرگترین طرح حفره قالب، حداقل نیروی گیره مورد نیاز را تعیین می کند. الزامات حجم شات، بر اساس وزن قطعه و تعداد حفره ها، ظرفیت سیستم دوز مورد نیاز را تعیین می کند. ابعاد فیزیکی قالب - ارتفاع، عرض، و ارتفاع پشته - باید با اندازه صفحه ماشین، فاصله میله های کراوات و مشخصات باز شدن در نور روز متناسب باشد.
اهداف حجم تولید و انتظارات زمان چرخه نیز باید راهنمای انتخاب ماشین باشد. قالبهای با کاویتاسیون بالاتر که روی ماشینهایی با سیستمهای بستن سروو الکتریک کار میکنند، میتوانند در مقایسه با جایگزینهای کاملاً هیدرولیک، به زمانهای چرخه خشک سریعتر و عملکرد با انرژی کارآمدتر دست یابند، که در نتیجه هزینه کمتری برای هر قطعه در حجمهای بالا را به همراه دارد. برای کاربردهای پزشکی یا تحت نظارت، تأیید اینکه دستگاه از 21 CFR قسمت 11 مطابق با استانداردهای ضبط داده یا مستندات فرآیند معادل پشتیبانی می کند، قبل از خرید ضروری است.
در نهایت، خدمات پس از فروش، در دسترس بودن قطعات یدکی و پشتیبانی فنی از سوی سازنده باید به دقت مشخصات فنی دستگاه ارزیابی شود. یک ماشین با پشتیبانی خوب با زیرساخت خدمات محلی قابل اعتماد، ارزش بلندمدت قابل توجهی بهتری نسبت به یک جایگزین کمهزینه با دسترسی محدود به پشتیبانی ارائه میکند، بهویژه در محیطهای تولیدی با تقاضای بالا که زمان توقف برنامهریزی نشده تأثیر مستقیمی بر تعهدات تحویل و هزینههای عملیاتی دارد.