ماشین قالب گیری فشرده سازی لاستیکی چیست؟
الف دستگاه قالب گیری فشرده سازی لاستیک یک پرس هیدرولیک است که به طور خاص برای شکل دادن به ترکیبات لاستیکی با اعمال گرما و فشار کنترل شده در یک حفره قالب بسته طراحی شده است. برخلاف قالبگیری تزریقی، که در آن مواد از طریق یک سیستم دونده به داخل قالب منتقل میشوند، قالبگیری فشاری یک بار لاستیکی از پیش اندازهگیریشده - به نام پریفرم - را مستقیماً در حفره قالب باز قرار میدهد. سپس پرس قالب را تحت فشار هیدرولیک بالا میبندد و همزمان گرما را اعمال میکند و باعث میشود لاستیک جریان یابد، حفره را پر کرده و به شکل دائمی و جامد تبدیل شود. نتیجه یک جزء لاستیکی تمام شده است که دقیقاً هندسه قالب را تکرار می کند.
این ماشینها برای صنایعی که به اجزای لاستیکی دقیق متکی هستند: سیستمهای آببندی خودرو، واشرهای صنعتی، لرزشگیرهای هوافضا، اجزای دستگاههای پزشکی، زیره کفش و کالاهای مصرفی، اساسی هستند. فرآیند قالبگیری فشرده به دلیل سادگی، هزینه ابزار نسبتا کم در مقایسه با قالبگیری تزریقی، و مناسب بودن آن برای طیف گستردهای از ترکیبات لاستیکی از جمله لاستیک طبیعی، سیلیکون، EPDM، نئوپرن، نیتریل (NBR) و فلورالاستومرها (FKM) ارزشمند است. خود دستگاه محیط کنترل شده ای است که ولکانیزاسیون مداوم و قابل تکرار را در مقیاس تولید ممکن می سازد.
اصل کار اصلی: گرما، فشار و ولکانیزاسیون
اصل کار دستگاه قالب گیری فشرده سازی لاستیک حول سه متغیر وابسته به هم می چرخد: دما، فشار و زمان پخت. اینها با هم تعیین میکنند که آیا یک قطعه لاستیکی قالبگیری شده با مشخصات فیزیکی مورد نظر مطابقت دارد یا به دلیل خشک شدن، بیش از حد پخت یا عدم دقت ابعادی از کار میافتد.
قالب - معمولاً از فولاد یا آلومینیوم سخت شده ماشینکاری می شود - بین صفحات بالایی و پایینی پرس هیدرولیک نصب می شود. عناصر گرمایش الکتریکی یا مدارهای بخار تعبیه شده در صفحات، گرما را از طریق قالب به شارژ لاستیکی منتقل می کنند. همانطور که لاستیک گرم می شود، نرم شده و انعطاف پذیر می شود، سپس تحت فشار بسته شدن پرس جریان می یابد تا تمام خطوط حفره را پر کند. به طور همزمان، گرما عوامل ولکانیزان (معمولاً ترکیبات گوگردی یا پراکسیدها) را در ترکیب لاستیکی فعال می کند و باعث ایجاد پیوند متقابل زنجیره های پلیمری می شود. این اتصال متقاطع چیزی است که لاستیک خام نرم و گرمانرم را به یک جزء الاستیک، پایدار از نظر ابعاد و شکل دائمی تبدیل می کند.
حفظ یکنواختی دقیق دما در کل سطح صفحه بسیار مهم است. توزیع نابرابر گرما منجر به نرخهای پخت متفاوت در یک قالب میشود و قطعاتی با سختی ناسازگار، عیوب سطحی یا حفرههای داخلی تولید میکند. ماشینهای قالبگیری فشردهسازی مدرن از کنترلکنندههای دما PID (متناسب-انتگرال-مشتق) برای نگه داشتن دمای صفحه در 1± درجه سانتیگراد از نقطه تنظیم در طول چرخه تولید استفاده میکنند.

انواع اصلی ماشین های قالب گیری فشرده سازی لاستیک
ماشینهای قالبگیری فشردهسازی لاستیکی در چندین پیکربندی موجود هستند که هر کدام برای محیطهای تولید، اندازه قطعات و سطوح اتوماسیون مختلف مناسب هستند.
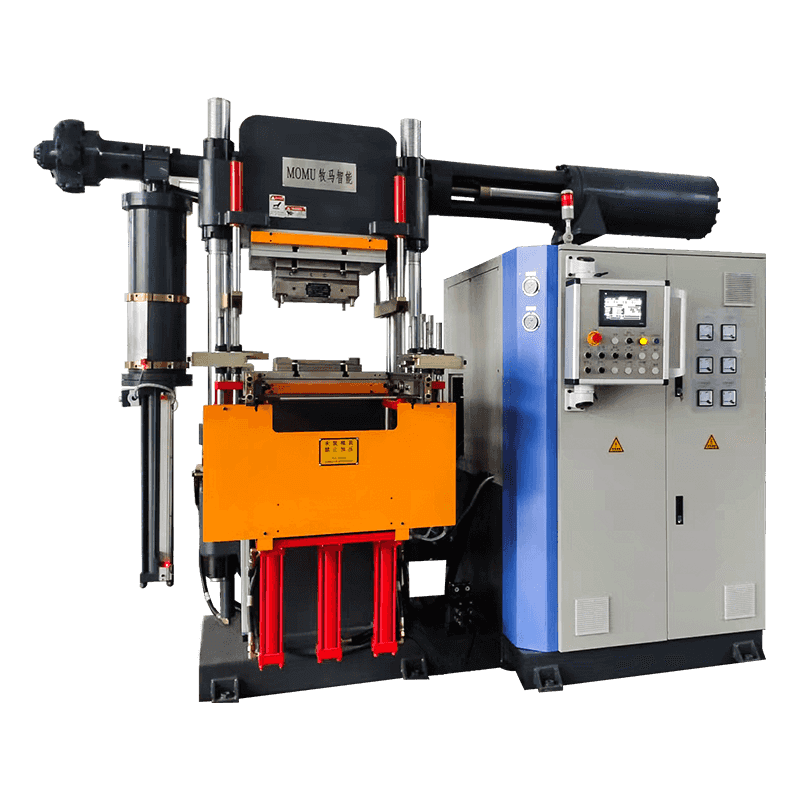
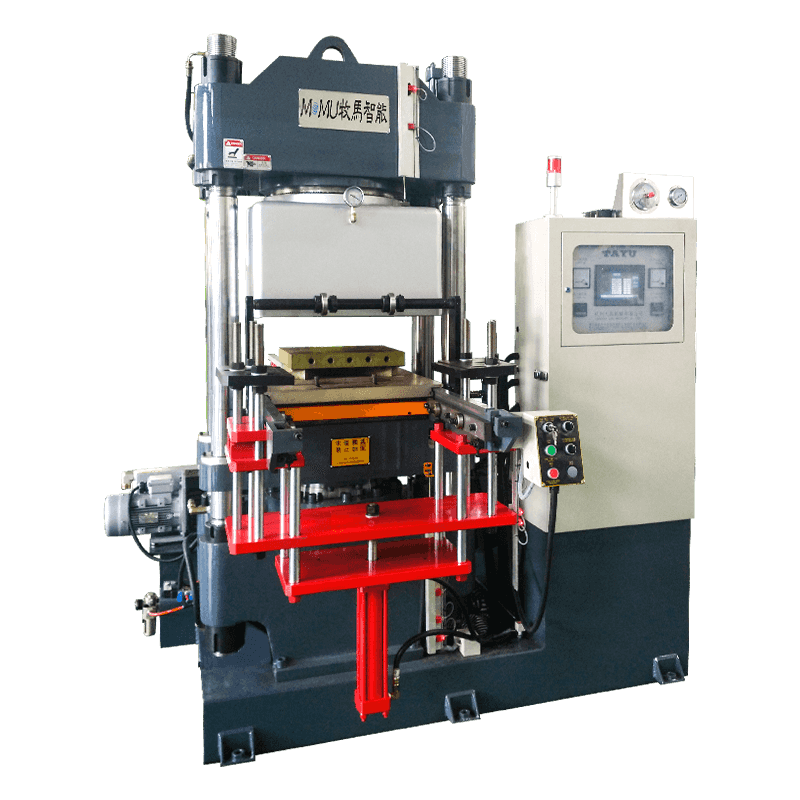
مطبوعات تک روز
پرس تک روز دارای یک دهانه بین صفحه بالایی و پایینی است که هر بار یک قالب را در خود جای می دهد. این رایجترین پیکربندی برای دورههای تولید کوچک تا متوسط و قالبگیری اجزای نسبتاً بزرگ است. عملکرد ساده، تغییر قالب آسان و دسترسی مستقیم اپراتور به قالب برای بارگذاری پریفرم و حذف قطعه را ارائه می دهد. پرس های یک روزه در نیروهای گیره ای از 50 تن تا بیش از 1000 تن بسته به کاربرد موجود هستند.
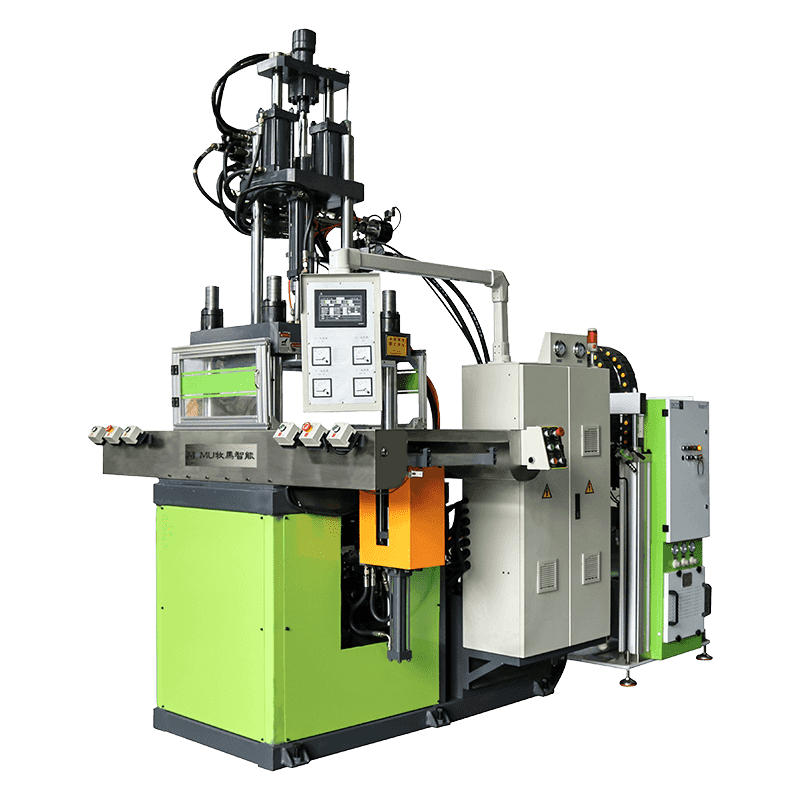
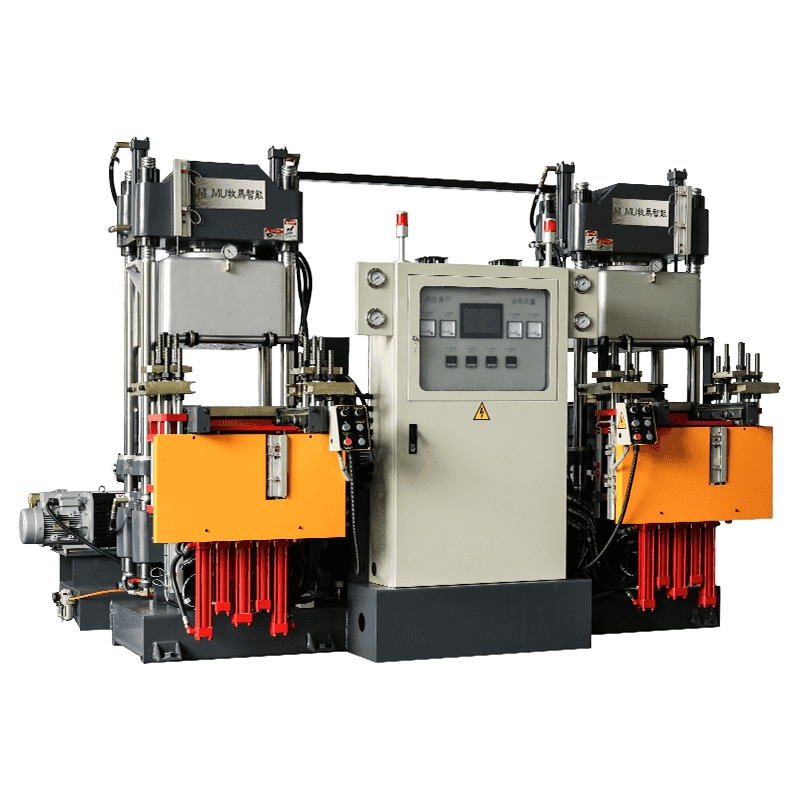
مطبوعات چند روزه
پرس های چند روزه دارای صفحات گرم شده متعددی هستند که به صورت عمودی روی هم چیده شده اند و چندین دهانه قالب - یا نور روز - ایجاد می کنند که به طور همزمان در یک حرکت پرس کار می کنند. این پیکربندی به طور چشمگیری خروجی را در هر چرخه بدون نیاز به فضای کف اضافی یا پرس های جداگانه افزایش می دهد. یک پرس چهار روزه به طور موثری تعداد حفره های قالب فعال در هر چرخه تولید را چهار برابر می کند و برای تولید قطعات لاستیکی کوچک تا متوسط مانند مهر و موم، حلقه های O، پایه های لرزشی و گرومت ها بسیار کارآمد است.
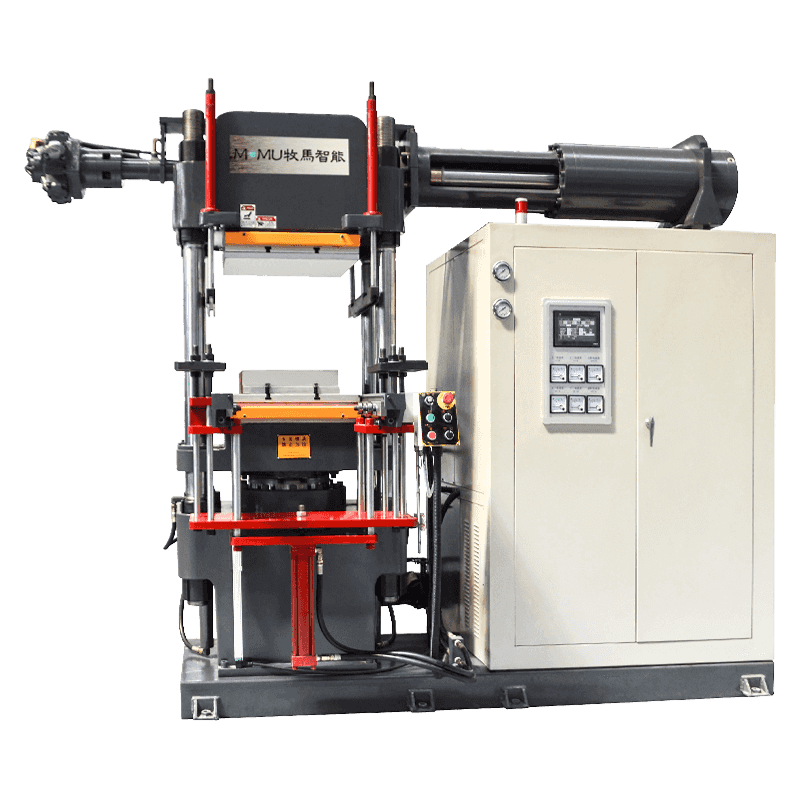
پرس روتاری یا شاتل میز
پرس های روتاری و میز شاتل برای بهبود ارگونومی اپراتور و راندمان چرخه با جدا کردن منطقه بارگیری و تخلیه از منطقه پرس طراحی شده اند. یک میز گردان یا شاتل کشویی قالب ها را به صورت خودکار یا نیمه خودکار به داخل و خارج از پرس حرکت می دهد و به اپراتور اجازه می دهد تا پریفرم ها را بارگیری کند و قطعات تمام شده را در ایستگاه ایمن و در دسترس خارج کند در حالی که پرس چرخه پخت خود را کامل می کند. این طراحی بهویژه در محیطهای تولید با آهنگ بالا که به حداقل رساندن زمان باز غیرمولد در اولویت است، مؤثر است.
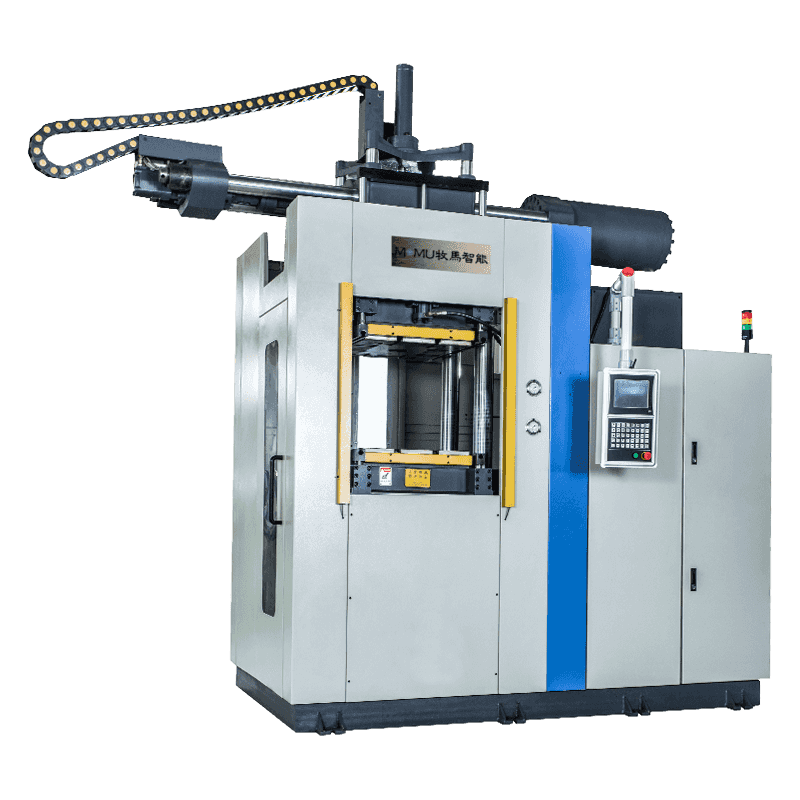
پرس قالب گیری فشرده سازی خلاء
برای کاربردهایی که نیاز به قطعات لاستیکی بدون خالی و یکپارچگی بالا دارند - مانند اجزای پزشکی سیلیکونی، مهر و موم های هوافضا، یا عایق های الکتریکی با ولتاژ بالا - پرس های قالب گیری فشرده سازی خلاء هوا را از حفره قالب قبل و در طول چرخه پرس تخلیه می کنند. هوای باقی مانده در قالب می تواند باعث تخلخل، پر شدن ناقص و لکه های سطحی شود که در کاربردهای حیاتی غیرقابل قبول است. سیستم خلاء این هوا را قبل از جاری شدن لاستیک و ولکانیزه شدن از بین می برد و از قطعات متراکم و بدون نقصی که استانداردهای کیفی سختگیرانه را رعایت می کنند اطمینان حاصل می کند.
مشخصات فنی کلیدی توضیح داده شده است
انتخاب ماشین قالب گیری فشرده سازی لاستیکی مناسب نیاز به درک روشنی از مشخصات فنی دارد که قابلیت های آن را مشخص می کند. پارامترهای زیر حیاتی ترین برای ارزیابی هستند:
| مشخصات | محدوده معمولی | چرا اهمیت دارد |
| نیروی بستن | 50 تا 2000 تن | فشار حفره قالب و کنترل فلاش را تعیین می کند |
| اندازه بشقاب | 200×200 میلی متر – 1500×1500 میلی متر | حداکثر ردپای قالب و تعداد حفره را تنظیم می کند |
| محدوده دما | 100 تا 250 درجه سانتی گراد | باید با الزامات ولکانیزاسیون ترکیبی مطابقت داشته باشد |
| افتتاحیه در روز | 200 میلی متر - 800 میلی متر | باید ارتفاع قالب به علاوه فضای خالی بارگیری ایمن را در خود جای دهد |
| یکنواختی دما | ± 1 درجه سانتی گراد - 3 ± درجه سانتی گراد | برای درمان مداوم در سراسر منطقه کامل صفحه حیاتی است |
| سیستم کنترل | صفحه نمایش لمسی PLC HMI | ذخیره دستور غذا، نظارت بر فرآیند، مدیریت هشدار را فعال می کند |
نیروی بستن مسلماً اساسی ترین مشخصات است. باید برای بسته نگه داشتن قالب در برابر فشار داخلی ایجاد شده توسط ترکیب لاستیکی به دلیل نرم شدن و انبساط آن در طول حرارت کافی باشد. نیروی گیره ناکافی به قالب اجازه می دهد تا باز نفس بکشد و باعث فلش بیش از حد - پره های لاستیکی نازک در خط جدایی - می شود که نیاز به برش کاری سخت پس از قالب دارد و ضایعات مواد را افزایش می دهد.
ترکیبات لاستیکی مناسب برای قالب گیری فشرده
همه ترکیبات لاستیکی به یک اندازه برای قالب گیری فشاری مناسب نیستند و دستگاه باید به طور مناسب برای مواد در حال پردازش پیکربندی شود. رایج ترین ترکیبات فرآوری شده عبارتند از:
- لاستیک طبیعی (NR): خواص مکانیکی عالی و خاصیت ارتجاعی؛ به طور گسترده در کاربردهای صنعتی و خودرو استفاده می شود. به راحتی در دمای 150-170 درجه سانتیگراد ولکانیزه می شود.
- سیلیکون (VMQ/HCR): مقاومت درجه حرارت فوق العاده (60- تا 230 درجه سانتیگراد)، زیست سازگاری، و آب و هوا. به کنترل دقیق دما معمولاً در محدوده 160-180 درجه سانتیگراد نیاز دارد. به طور گسترده در کاربردهای پزشکی و تماس با غذا استفاده می شود.
- EPDM: مقاومت عالی ازن، UV و آب و هوا؛ معمولا برای مهر و موم در فضای باز، واشر، و پروفیل سقف استفاده می شود. معمولاً در دمای 160-180 درجه سانتیگراد قالب گیری می شود.
- نیتریل (NBR): مقاومت برتر روغن و سوخت؛ مواد استاندارد برای مهر و موم روغن خودرو، اجزای سیستم سوخت، و مهر و موم هیدرولیک؛ قالب گیری در دمای 150-170 درجه سانتیگراد.
- فلورالاستومر (FKM/Viton): مقاومت استثنایی در برابر حرارت، مواد شیمیایی و سوخت؛ مورد استفاده در کاربردهای هوافضا، خودرو و پردازش شیمیایی. به دمای قالب گیری بالاتر 175 تا 200 درجه سانتی گراد و چرخه های پخت طولانی تر نیاز دارد.
- نئوپرن (CR): تعادل خوب مقاومت روغن و آب و هوا؛ برای شیلنگ ها، تسمه ها و ژاکت های کابل استفاده می شود. قالب گیری در دمای 150-170 درجه سانتیگراد.
الفutomation and Control Features in Modern Machines
ماشین های قالب گیری فشرده سازی لاستیکی مدرن بسیار فراتر از پرس های هیدرولیک ساده با کنترل های دستی تکامل یافته اند. ماشینهای امروزی دارای ویژگیهای اتوماسیون پیچیده و کنترل دیجیتال هستند که سازگاری فرآیند را بهبود میبخشد، وابستگی اپراتور را کاهش میدهد و امکان ادغام در سیستمهای مدیریت کارخانه گستردهتر را فراهم میکند.
کنترل فرآیند مبتنی بر PLC
کنترلکنندههای منطقی قابل برنامهریزی (PLC) کل چرخه پرس را مدیریت میکنند - سرعت بسته شدن، افزایش فشار، زمان پخت، ترتیب باز کردن و خروج - بر اساس دستور العملهای ذخیره شده. هر ترکیب لاستیکی و ترکیب قالب می تواند برنامه ذخیره شده خود را داشته باشد و به اپراتورها این امکان را می دهد که محصولات را با انتخاب دستور العمل مناسب روی صفحه لمسی HMI به جای تنظیم مجدد دستی پارامترها، تغییر دهند. کنترل مبتنی بر دستور غذا، خطاهای راهاندازی را حذف میکند و تضمین میکند که هر دوره تولید از یک خط پایه معتبر شروع میشود.
الفutomatic Deflashing and Degassing
بسیاری از ماشینها شامل توالیهای گاززدایی قابل برنامهریزی هستند - بازشوهای کنترلشده مختصری از پرس در مرحله اولیه چرخه پخت - که به هوای به دام افتاده و مواد فرار اجازه میدهد تا قبل از بسته شدن نهایی و پخت کامل از قالب خارج شوند. این امر به ویژه برای قطعات ضخیم یا پیچیده که تخلخل داخلی یک نقص رایج است، مهم است. برخی از پرسها همچنین بازوهای رباتیک یا ابزارهای مکانیکی خاموش کننده را ادغام میکنند که بلافاصله پس از قالبگیری فلاش را از قطعات جدا میکنند و کار تکمیل دستی را کاهش میدهند.
ثبت داده ها و قابلیت ردیابی با کیفیت
پرس های فشرده سازی صنعتی به طور فزاینده ای دارای قابلیت های ثبت داده ها هستند که دما، فشار، زمان چرخه و رویدادهای هشدار را برای هر چرخه تولید ثبت می کنند. این قابلیت ردیابی در صنایع تحت نظارت مانند تجهیزات پزشکی و هوافضا، که در آن سوابق تولید باید حفظ و قابل ممیزی باشد، حیاتی است. داشبوردهای مانیتورینگ بلادرنگ به سرپرستان تولید این امکان را میدهند که عملکرد دستگاه را در چندین پرس به طور همزمان ردیابی کنند و انحرافات را قبل از اینکه منجر به دستههای معیوب شوند شناسایی کنند.
چگونه ماشین مناسب را برای برنامه خود انتخاب کنید
انتخاب دستگاه قالبگیری فشردهسازی لاستیکی یک تصمیم چند متغیره است که باید بر اساس نیازهای محصول خاص، حجم تولید و انواع مواد به جای هزینه دستگاه به تنهایی انجام شود. ملاحظات زیر را به طور سیستماتیک بررسی کنید:
- هندسه قطعه و اندازه قالب خود را تعریف کنید: ابعاد صفحه باید به راحتی قالب شما را با فاصله از همه طرف در خود جای دهد. برای قالب های چند حفره، کل مساحت پیش بینی شده را برای تعیین حداقل نیروی گیره مورد نیاز محاسبه کنید.
- ترکیب لاستیکی خود را شناسایی کنید: محدوده دمای ولکانیزاسیون و زمان پخت را برای ترکیب خود تأیید کنید. اطمینان حاصل کنید که سیستم گرمایش دستگاه می تواند به آن دما در سراسر صفحه کامل با یکنواختی مورد نیاز برای استانداردهای کیفیت شما برسد و آن را حفظ کند.
- الفssess production volume: تولید قطعات کوچک با حجم بالا از تنظیمات چند روزه یا اتوماسیون میز چرخشی بهره می برد. حجم کم تا متوسط قطعات بزرگ یا پیچیده معمولاً برای پرس یک روزه با کنترل PLC مبتنی بر دستور العمل مناسب است.
- الزامات کیفیت را در نظر بگیرید: الفpplications demanding void-free parts — medical, aerospace, high-voltage electrical — require vacuum-assisted pressing. Factor vacuum system integration into your specification and budget from the outset.
- ارزیابی پشتیبانی پس از فروش: ماشین های فشرده سازی لاستیک نیاز به تعمیر و نگهداری دوره ای سیستم های هیدرولیک، عناصر گرمایشی و اجزای کنترل دارند. انتخاب تامینکنندهای با پشتیبانی فنی در دسترس، قطعات یدکی موجود، و قابلیت خدمات محلی، از سرمایهگذاری در زمان تولید شما در طول عمر دستگاه محافظت میکند.
الف rubber compression molding machine is a long-term capital investment whose return depends entirely on matching its capabilities to the demands of your production process. Taking the time to specify it correctly — rather than defaulting to the lowest-cost option — consistently delivers better part quality, lower scrap rates, and more reliable throughput over the machine's operational life.