دستگاه بستن قالب سیلیکونی مایع چیست و چرا اهمیت دارد؟
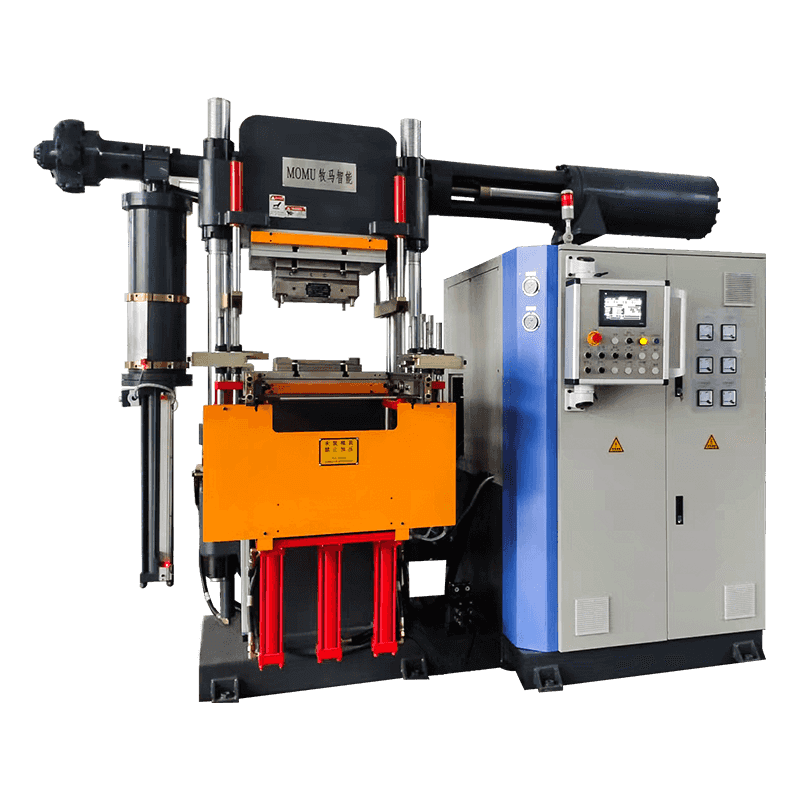
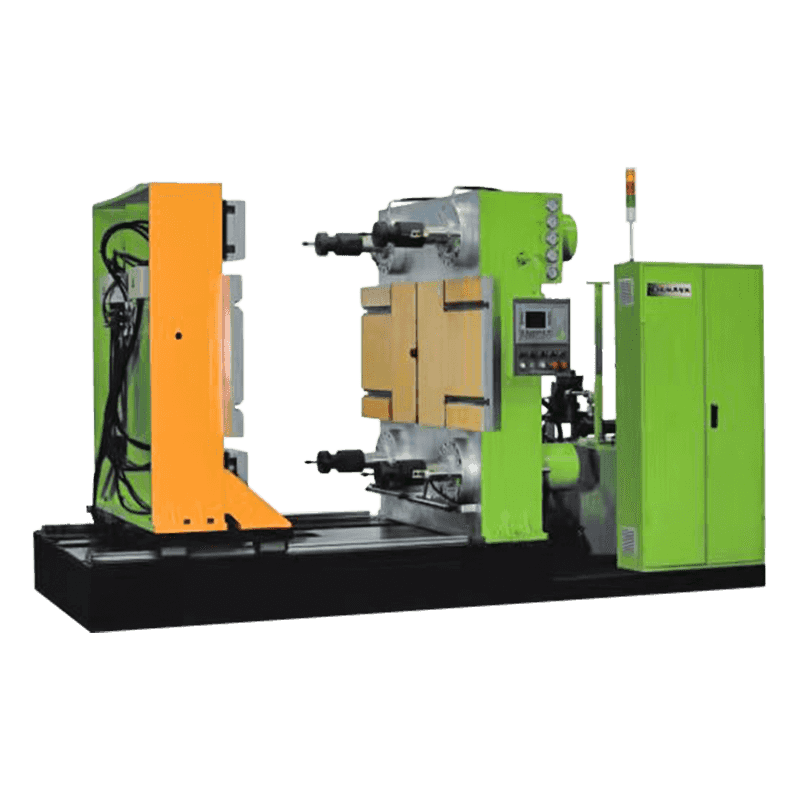
الف دستگاه گیره قالب سیلیکونی مایع - معمولاً به عنوان دستگاه قالب گیری تزریقی LSR (لاستیک سیلیکون مایع) با سیستم گیره یکپارچه شناخته می شود - یک قطعه تخصصی از تجهیزات تولیدی است که برای پردازش لاستیک سیلیکون مایع دو جزئی به قطعات قالب گیری دقیق طراحی شده است. برخلاف ماشینهای قالبگیری تزریقی ترموپلاستیک معمولی، ماشینهای LSR باید موادی را کنترل کنند که به صورت سرد به داخل یک حفره قالب گرم داده میشود، جایی که به جای انجماد مبتنی بر خنککننده، تحت واکنش ولکانیزاسیون (سختسازی) قرار میگیرد. واحد گیره نقش مهمی در این فرآیند با حفظ نیروی بسته شدن دقیق و ثابت قالب در طول دورههای تزریق، پر کردن و پخت دارد - جلوگیری از فلاش، اطمینان از دقت ابعاد و محافظت از قالب در برابر آسیب ناشی از فشار تزریق داخلی.
اهمیت سیستم گیره در پردازش سیلیکون مایع تقویت می شود زیرا LSR در مقایسه با ترموپلاستیک ها ویسکوزیته بسیار پایینی دارد - اغلب در محدوده 100000 تا 300000 mPa·s قبل از پخت. این ویسکوزیته کم به این معنی است که مواد به راحتی در کوچکترین شکاف های بین سطوح جداکننده قالب جریان می یابد و حتی کمبودهای جزئی نیروی گیره را فوراً به عنوان نقص فلاش در سطح قطعه قابل مشاهده می کند. یک ماشین گیره به درستی مشخص و کالیبره شده این خطر را از بین می برد در حالی که تنظیمات ابزار با حفره بالا را امکان پذیر می کند که کارایی تولید را به حداکثر می رساند.
اجزای اصلی و نحوه عملکرد سیستم بستن
درک معماری دستگاه گیره قالب سیلیکونی مایع به تولیدکنندگان کمک می کند تا تصمیمات خرید و عملیاتی آگاهانه ای اتخاذ کنند. این دستگاه از دو زیر سیستم یکپارچه تشکیل شده است: واحد تزریق که LSR دو جزئی را اندازه گیری، مخلوط و تزریق می کند و واحد گیره که قالب را تحت نیروی کنترل شده باز، بسته و قفل می کند. برای کاربردهای سیلیکون مایع، هر دو زیرسیستم باید استانداردهایی را برآورده کنند که به طور قابل توجهی بیشتر از دستگاههای ترموپلاستیک استاندارد نیاز دارند.
واحد بستن
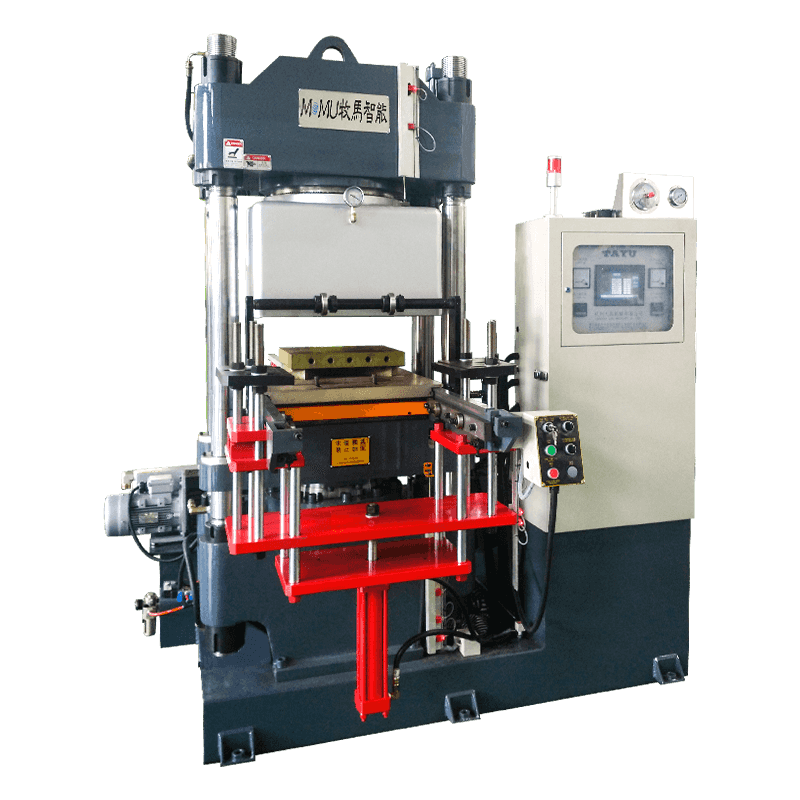
واحد گیره متشکل از یک صفحه ثابت، یک صفحه متحرک، میله های اتصال (یا یک قاب بدون میله در برخی طرح ها) و محرک گیره - که بسته به طراحی دستگاه ممکن است هیدرولیک، ضامن مکانیکی یا سروو الکتریک باشد. صفحه متحرک در امتداد میله های کراوات یا راهنماهای قاب حرکت می کند تا قالب را باز و بسته کند. هنگامی که قالب کاملاً بسته شد، محرک گیره نیروی گیره نامی را - که بر حسب کیلونیوتن (kN) یا تن اندازهگیری میشود - اعمال میکند تا نیمههای قالب را در برابر فشار تزریقی که در هنگام پر کردن مواد از هم جدا میشوند، قفل کند.
برای پردازش LSR، واحد گیره باید یک قالب گرم شده را نیز در خود جای دهد (معمولاً در دمای 170 تا 220 درجه سانتیگراد نگهداری می شود) در حالی که سیستم تزریق سرد (5 تا 15 درجه سانتیگراد) باقی می ماند. این کنتراست حرارتی به این معنی است که طراحی قاب و صفحه دستگاه باید انبساط حرارتی دیفرانسیل را برای حفظ موازی بودن و توزیع نیروی گیره ثابت در سرتاسر سطح قالب در نظر بگیرد - برای دستیابی به قطعات یکنواخت بدون فلاش در ابزارهای چند حفره بسیار مهم است.
واحد تزریق و اندازه گیری
واحد تزریق برای ماشین های LSR اساساً با واحدهای ترموپلاستیک متفاوت است. این شامل یک سیستم پمپاژ و اندازه گیری دو جزئی - معمولاً یک نسبت حجمی 1:1 از جزء A (پلیمر پایه) و جزء B (متصل کننده / کاتالیزور) - قبل از ورود به بشکه سرد و پیچ تزریق در یک میکسر استاتیک یا دینامیک ترکیب می شود. سیستم های دوز رنگدانه را می توان به صورت خطی برای قطعات رنگی LSR یکپارچه کرد. پیچ تزریق برای جلوگیری از ولکانیزه شدن زودرس در بشکه خنک می شود و نازل دارای یک دریچه خاموش کننده سوزنی برای جلوگیری از آبریزش بین شلیک می باشد.
مشخصات فنی کلیدی برای ارزیابی هنگام انتخاب ماشین
انتخاب دستگاه بستن قالب سیلیکونی مایع مستلزم ارزیابی دقیق چندین پارامتر فنی وابسته به هم است. کوچکتر کردن هر یک از مشخصات منفرد نسبت به ابزار و الزامات تولید می تواند منجر به مشکلات کیفیت مداوم یا آسیب ماشین شود. جدول زیر حیاتی ترین مشخصات و اهمیت عملی آنها را خلاصه می کند:
| مشخصات | محدوده معمولی | چرا اهمیت دارد |
| نیروی بستن | 50 - 4000 کیلونیوتن | برای جلوگیری از فلاش باید از فشار حفره پیش بینی شده فراتر رود |
| اندازه بشقاب | 200×200 میلی متر – 1000×1000 میلی متر | حداکثر ابعاد پایه قالب را تعیین می کند |
| افتتاحیه در روز | 200 - 800 میلی متر | باید ارتفاع قالب به اضافه ضربه قالب گیری را در خود جای دهد |
| حجم تزریق | 2 تا 3000 سانتی متر مربع | باید با وزن کل ضربات از جمله دونده ها مطابقت داشته باشد |
| دقت اندازه گیری | ± 0.5٪ یا بهتر | نسبت A:B ثابت و یکنواختی پخت را تضمین می کند |
| کنترل دمای قالب | تا 250 درجه سانتیگراد | سرعت پخت و کیفیت قطعه را کنترل می کند |
| دمای بشکه/نازل | 5 تا 20 درجه سانتیگراد (خنک شده) | از ولکانیزه شدن زودرس در سیستم تغذیه جلوگیری می کند |
| بستن نوع درایو | هیدرولیک / ضامن / سروالکتریک | الفffects precision, energy use, and maintenance demands |
بستن هیدرولیک در مقابل ضامن در مقابل تمام الکتریکی: انتخاب درایو مناسب
انتخاب نوع درایو گیره یکی از مهم ترین تصمیمات هنگام تعیین یک دستگاه گیره قالب سیلیکونی مایع است. هر فناوری درایو مجموعه ای متمایز از معاوضه ها را از نظر قوام نیرو، بهره وری انرژی، دقت و الزامات نگهداری ارائه می دهد - که همگی پیامدهای مهمی برای پردازش LSR دارند.
بستن هیدرولیک
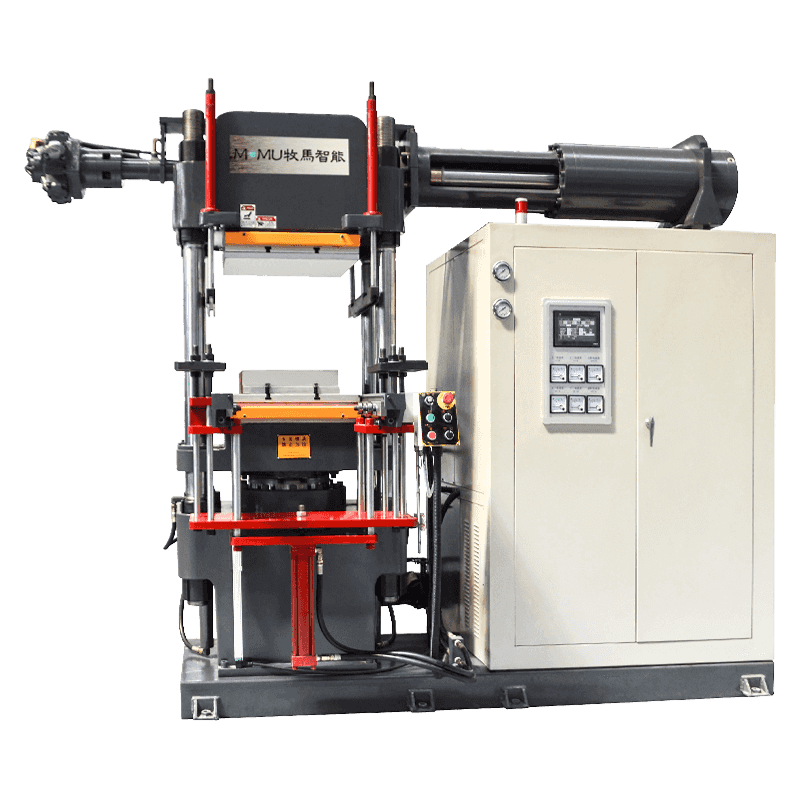
سیستم های گیره هیدرولیک از روغن تحت فشار برای فعال کردن مستقیم سیلندر گیره استفاده می کنند. آنها نیروهای گیره بالایی را در قاب ماشینهای فشرده ارائه میدهند و آنها را برای ماشینهای LSR با تناژ بالا که قطعات بزرگی مانند مهر و موم خودرو، واشر یا محفظه دستگاههای پزشکی بزرگ تولید میکنند، مناسب میسازد. سیستم های هیدرولیک اعمال نیروی صاف و مداوم را ارائه می دهند و نسبتاً در برابر ناهماهنگی قالب مقاوم هستند. با این حال، آنها انرژی را به طور مداوم برای حفظ فشار هیدرولیک مصرف می کنند، گرمایی تولید می کنند که باید مدیریت شود، و برای جلوگیری از آلودگی به نگهداری منظم مایعات هیدرولیک و بازرسی های آب بندی نیاز دارند - یک نگرانی در تولید اتاق تمیز LSR برای کاربردهای پزشکی یا تماس با غذا.
کلید بستن
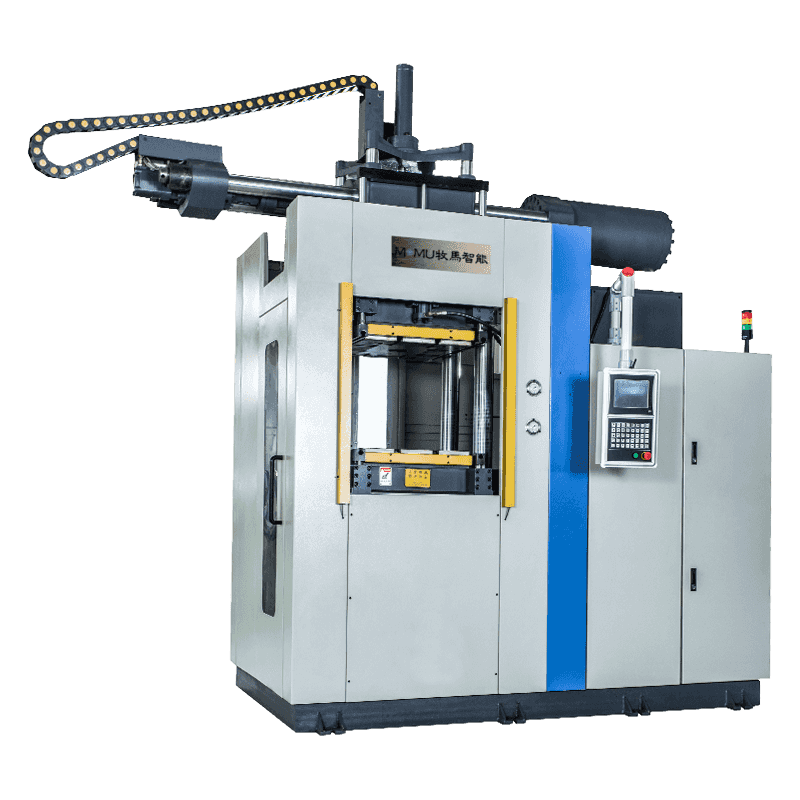
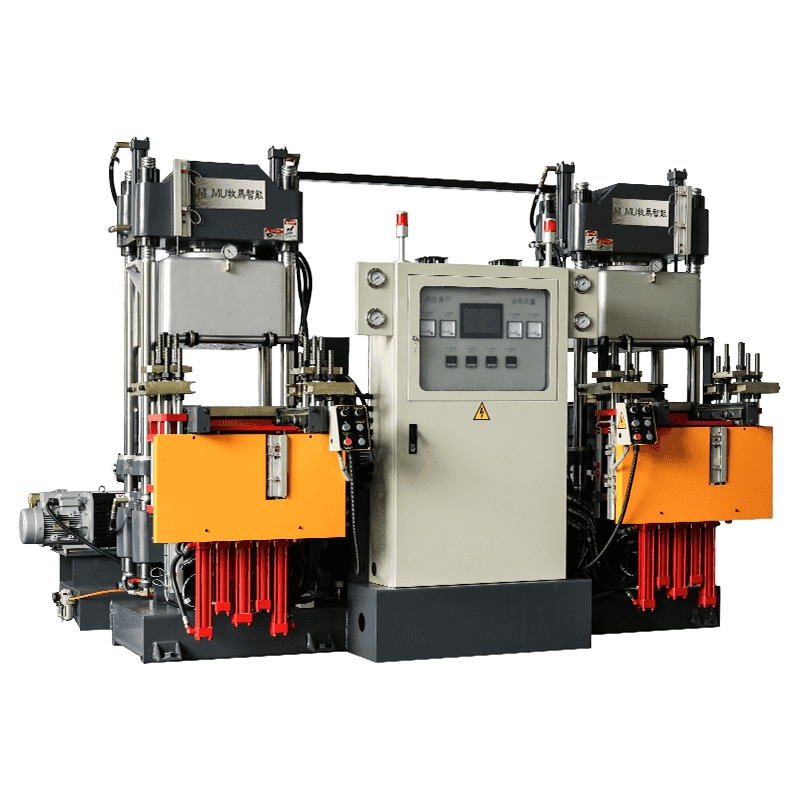
مکانیسمهای ضامن از یک سیستم پیوند مکانیکی استفاده میکنند که توسط یک محرک هیدرولیک یا سروو هدایت میشود تا با نزدیک شدن ضامنها به موقعیت کاملاً کشیده (قفل) نیرو را از نظر هندسی ضرب کند. این طراحی نیروی گیره بسیار بالایی را در پایان حرکت با تلاش نسبتاً کم محرک فراهم می کند، که باعث می شود برای کاربردهای چرخه بالا از نظر انرژی کارآمد باشد. ماشینهای ضامن به طور گسترده در تولید LSR متوسط تا بزرگ استفاده میشوند و زمانهای چرخه خشک سریع را ارائه میدهند. محدودیت اصلی این است که نیروی گیره به ارتفاع قالب حساس است - تنظیمات باید دقیقاً هنگام تعویض قالب انجام شود تا اطمینان حاصل شود که ضامن در نقطه بسته شدن صحیح قالب به امتداد کامل می رسد و نیاز به مراحل تنظیم دقیق دارد.
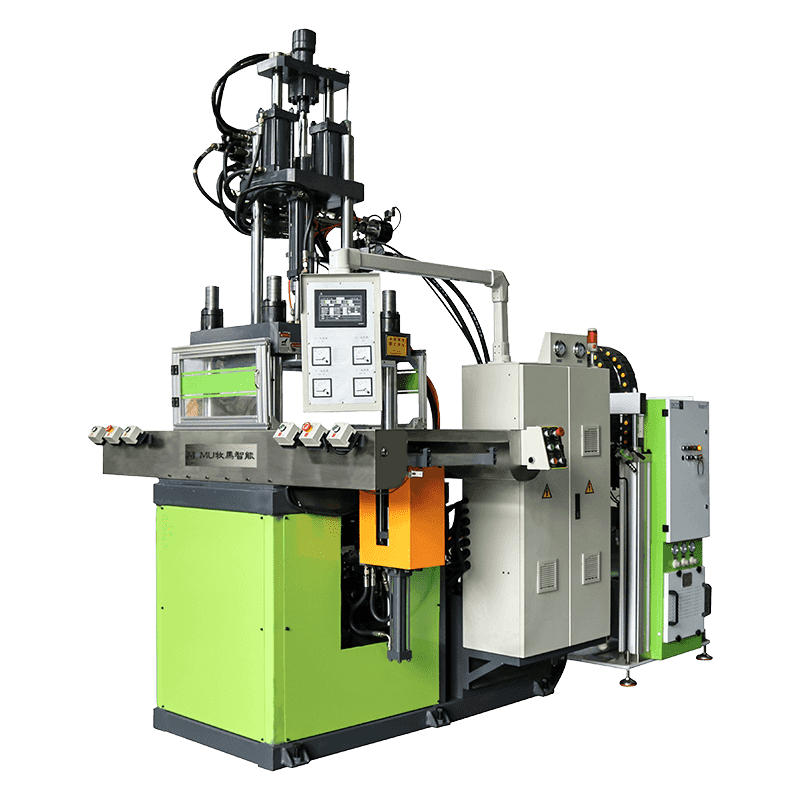
الفll-Electric (Servo-Electric) Clamping
الفll-electric clamping machines use servo motors driving ball screw mechanisms to open, close, and apply clamping force. This technology delivers the highest levels of repeatability and positional precision — critical for tight-tolerance LSR parts used in medical devices, optical components, and micro-molding applications. All-electric machines consume energy only when in motion, generate no hydraulic heat, and produce no risk of oil contamination, making them the preferred choice for ISO Class cleanroom environments. Their higher initial purchase price is typically offset over time through lower operating costs, reduced maintenance, and superior process consistency.

صنایع و کاربردهایی که به ماشین های بستن LSR متکی هستند
دستگاه های گیره قالب سیلیکون مایع، طیف بسیار متنوعی از صنایع را به کار می گیرند که توسط ترکیب منحصر به فرد LSR از زیست سازگاری، پایداری حرارتی، عایق الکتریکی و دوام هدایت می شود. درک اینکه کدام صنایع به شدت به این فناوری متکی هستند، به زمینه سازی الزامات عملکرد ماشین که در هر بخش بیشترین اهمیت را دارند، کمک می کند.
- تجهیزات پزشکی و مراقبت های بهداشتی: LSR مطابق با FDA، قابل اتوکلاو و زیست سازگار است و آن را برای تولید ماسک های تنفسی، اجزای کاتتر، غشاهای دریچه، مهر و موم سرنگ، نوک گوش سمعک و دستگیره های ابزار جراحی ضروری می کند. ماشین آلات مورد استفاده در این بخش باید استانداردهای سازگاری اتاق تمیز را داشته باشند و قابلیت ردیابی کامل پارامترهای فرآیند را فراهم کنند.
- الفutomotive: سیستمهای آببندی، چکمههای شمعها، واشرهای رابط و محفظههای حسگر ساخته شده از LSR نیاز به تولید با حجم بالا با تحملهای ابعادی دقیق دارند. ابزارهای دونده داغ چند حفره ای که بر روی دستگاه های گیره با تناژ بالا کار می کنند در تاسیسات تامین کننده ردیف 1 خودرو استاندارد هستند.
- محصولات کودک و نوزاد: نوک سینهها، پستانکها، حلقههای دندان درآوردن، و لوازم جانبی تغذیه از LSR درجه مواد غذایی بر روی ماشینهایی تولید میشوند که برای رعایت استانداردهای ایمنی مانند FDA 21 CFR و EU 10/2011 برای مواد تماس با غذا تأیید شدهاند.
- لوازم الکترونیکی مصرفی: مهر و موم ضد آب برای گوشی های هوشمند، ساعت های هوشمند، و هدفون. غشاهای سوئیچ صفحه کلید؛ و قطعات تماس با پوست دستگاه های پوشیدنی به دلیل دوام و خواص لمسی آن به طور فزاینده ای از LSR ساخته می شوند.
- آب بندی صنعتی و کنترل سیال: حلقه های اورینگ، دیافراگم ها و واشرهای سفارشی برای پمپ ها، شیرها و تجهیزات پردازش شیمیایی از مقاومت LSR در برابر دماهای شدید (60- تا 230 درجه سانتی گراد)، اشعه UV و مواد شیمیایی تهاجمی بهره می برند.
پارامترهای فرآیند که مستقیماً بر عملکرد بستن و کیفیت قطعه تأثیر می گذارد
حتی دقیق ترین دستگاه گیره قالب سیلیکون مایع اگر پارامترهای فرآیند به درستی تنظیم و نگهداری نشود، قطعات معیوب تولید می کند. قالبگیری LSR به مجموعهای از متغیرهای مرتبط حساس است که اپراتورها و مهندسان فرآیند باید به طور مداوم نظارت و بهینهسازی کنند.
- نیروی گیره در برابر ناحیه حفره پیش بینی شده: نیروی گیره مورد نیاز را با ضرب کل مساحت پیش بینی شده همه حفره ها و رانرها (بر حسب سانتی متر مربع) در فشار تزریق متوسط (به kN/cm²) محاسبه کنید. ضریب ایمنی 1.2-1.5 را برای محاسبه افزایش فشار در حین پر کردن اعمال کنید. نیروی گیره ناکافی منجر به فلاش می شود. نیروی بیش از حد می تواند در طول زمان به سطوح جداکننده قالب آسیب برساند.
- یکنواختی دمای قالب: گرمایش ناهموار قالب منجر به نرخهای پخت متغیر در سراسر حفره میشود و قطعاتی با سختی، پرداخت سطح یا دقت ابعادی متناقض تولید میکند. قبل از شروع به تولید، یکنواختی دما را در سراسر صفحه قالب با استفاده از تصویربرداری حرارتی تأیید کنید.
- سرعت و فشار تزریق: ویسکوزیته کم LSR به این معنی است که حفره ها را به سرعت پر می کند. سرعت تزریق باید کنترل شود تا از ایرادات به دام افتادن هوا و جت جلوگیری شود، به ویژه در قطعات هندسی دیواره نازک یا پیچیده. پروفیل های تزریق چند مرحله ای قابل برنامه ریزی اجازه می دهد تا سرعت در انتقال های پر شدن بحرانی کاهش یابد.
- بهینه سازی زمان درمان: زمان پخت تابعی از دمای قالب، ضخامت دیواره و انرژی فعالسازی درجه LSR خاص است. بخشهای زیر کیورینگ چسبناک و از نظر مکانیکی ضعیف میشوند. بیش از حد پخت زمان چرخه ضایعات را هدر می دهد و می تواند باعث تخریب حرارتی در مقاطع نازک شود. از مطالعات زمان پخت با اندازه گیری های طول سنج برای تعیین حداقل زمان درمان موثر برای هر ابزار و ترکیب مواد استفاده کنید.
- هواگیری با خلاء: بسیاری از قالب های LSR مجهز به سیستم های خلاء هستند که هوا را بلافاصله قبل از تزریق از حفره خارج می کنند. این امر به ویژه برای حفرههای کوچک، جیبهای کور، یا قطعاتی که الزامات زیبایی دارند بسیار مهم است، زیرا هوای به دام افتاده باعث ایجاد حفرهها، شاتهای کوتاه و تخلخل سطحی میشود که نیروی گیره به تنهایی نمیتواند از آن جلوگیری کند.
تعمیر و نگهداری و طول عمر: محافظت از سرمایه گذاری ماشین شما
الف liquid silicone mold clamping machine represents a substantial capital investment — entry-level machines begin around $80,000, while fully equipped all-electric systems with multi-component metering and cleanroom integration can exceed $500,000. Implementing a disciplined preventive maintenance program is essential to protect this investment, minimize unplanned downtime, and sustain production quality over the machine's operational life.
- پاکسازی روزانه سیستم اندازه گیری و اختلاط: الفt the end of each production shift, purge the mixer, static mixing element, and nozzle to prevent LSR from curing inside the feed system. Cured silicone blockages in static mixers are a leading cause of unplanned downtime and can require costly disassembly and cleaning.
- بررسی های موازی میله و صفحه: موازی صفحه را در فواصل منظم با استفاده از نشانگرهای شماره گیری اندازه گیری کنید. از دست دادن موازی - ناشی از سایش میله کراوات، بارهای گیره ناهموار یا اثرات حرارتی - منجر به الگوهای فلاش غیریکنواخت در ابزارهای چند حفره می شود و اگر ابتدا هندسه دستگاه تأیید نشود، می تواند به عنوان یک مشکل ابزارسازی اشتباه تشخیص داده شود.
- بازرسی سیستم خنک کننده بشکه و نازل: بررسی کنید که جریان آب سرد از طریق ژاکت خنک کننده بشکه در پارامترهای مشخص شده باقی می ماند. از دست دادن ظرفیت خنککننده به LSR اجازه میدهد تا شروع به ولکانیزه شدن در ناحیه تغذیه کند، که باعث وزنههای شلیک نامنظم و نوکهای گشتاور پیچ میشود که میتواند به اجزای درایو آسیب برساند.
- درایو سروو و کالیبراسیون رمزگذار: برای ماشینهای تمام الکتریکی، صحت بازخورد رمزگذار سروو موتور و بارگذاری پیشبار بالاسکرو را در فواصل زمانبندیشده بررسی کنید. دریفت رمزگذار یا سایش توپ اسکرو خطاهای موقعیتی را در اعمال نیروی گیره ایجاد می کند که ممکن است بلافاصله در کیفیت قطعه قابل مشاهده نباشد اما در طول زمان به نقص های قابل توجهی انباشته می شود.
برای سازندگانی که متعهد به دقت، سازگاری و مقیاسپذیری در تولید لاستیک سیلیکون مایع هستند، سرمایهگذاری در دستگاه گیره قالب سیلیکون مایع مناسب - که به درستی مشخص شده، به درستی نصب شده و با دقت نگهداری میشود - تنها تاثیرگذارترین تصمیم در ایجاد یک عملیات قالبگیری رقابتی LSR است که قادر به برآورده کردن استانداردهای دقیق بازار خودرو و محصولات پزشکی امروزی است.