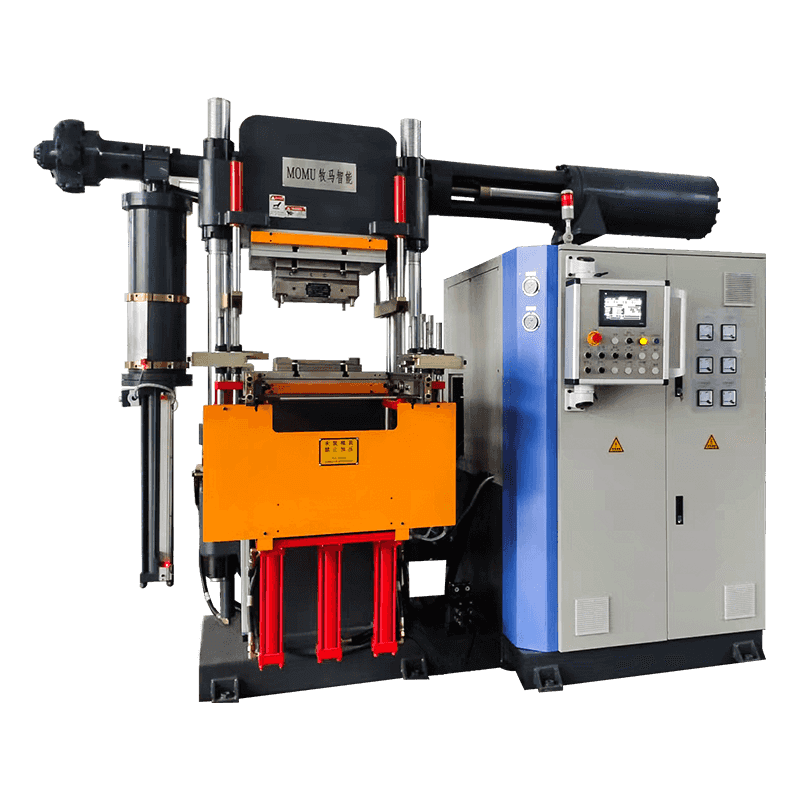
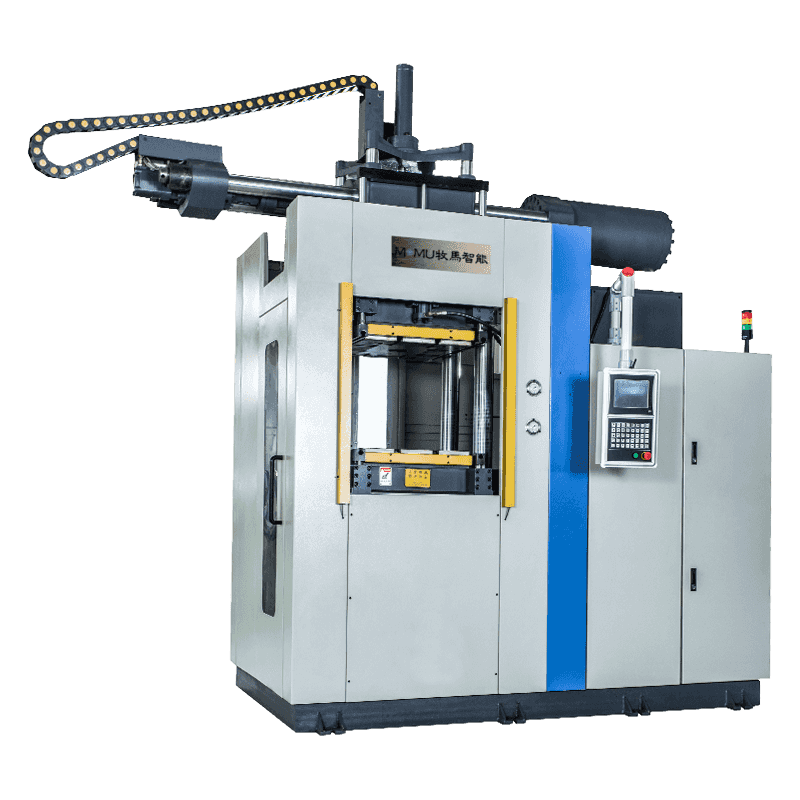
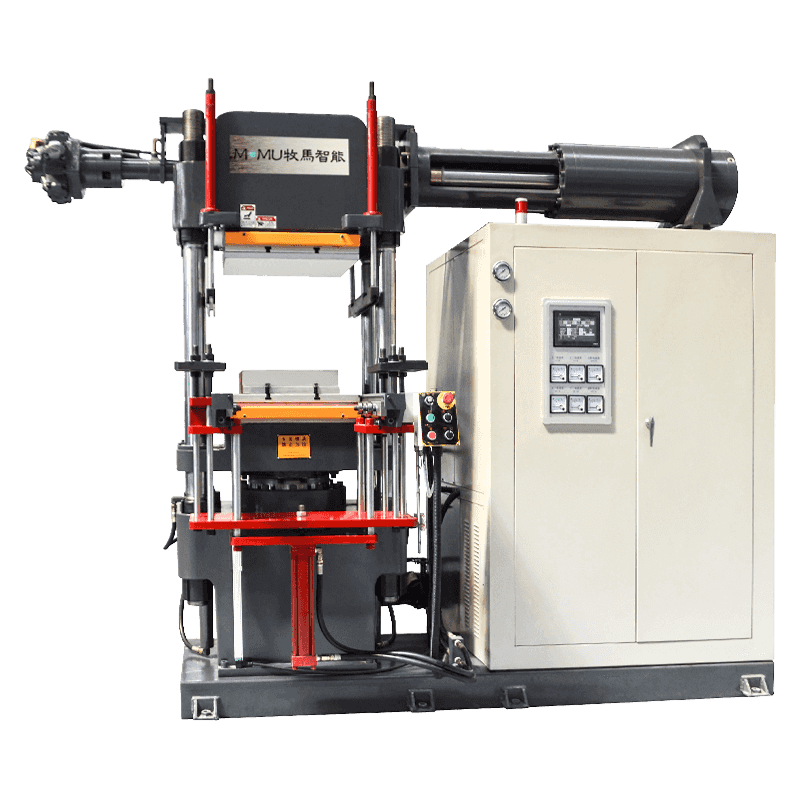
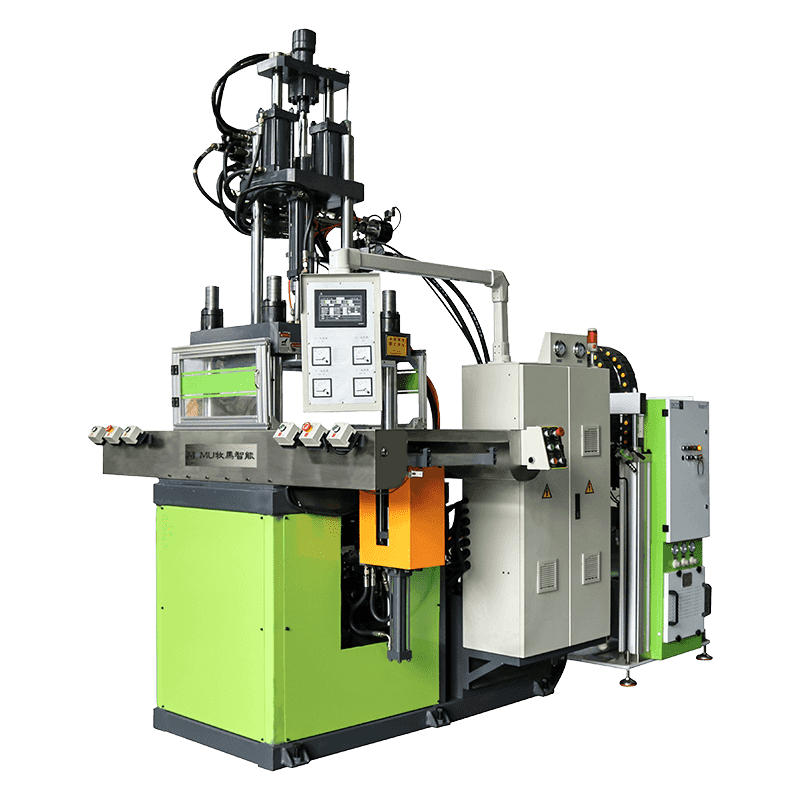
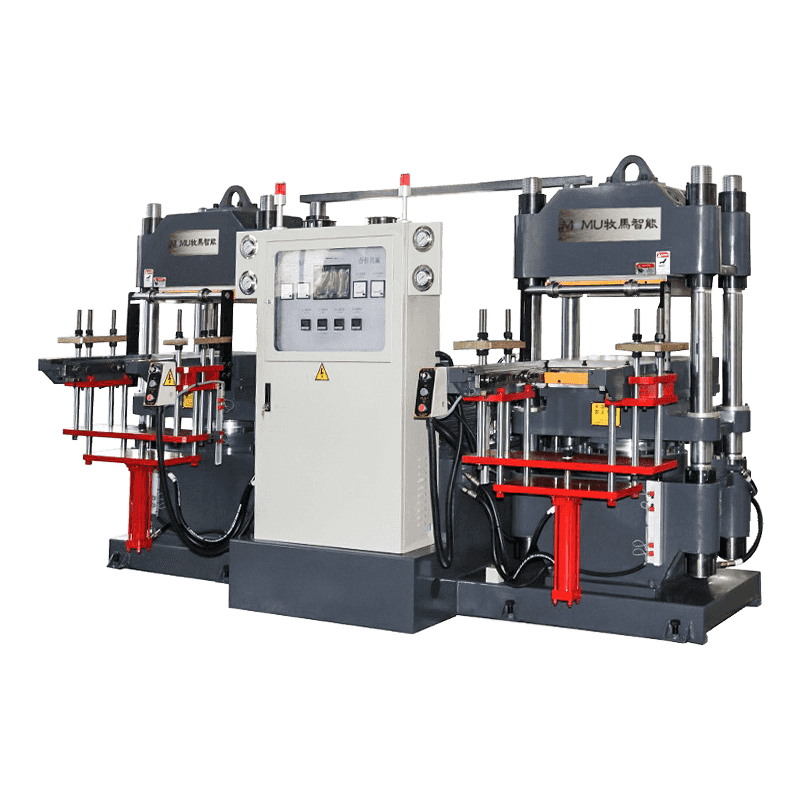
دستگاه ولکانیزاسیون لاستیکی خلاء چیست؟
الف دستگاه ولکانیزه لاستیک خلاء یک سیستم پرس صنعتی است که گرما، فشار و یک محیط خلاء کنترل شده را ترکیب می کند تا ترکیبات لاستیکی را به شکل نهایی و بادوام تبدیل کند. ولکانیزاسیون فرآیند شیمیایی است که در آن لاستیک خام یا مرکب از طریق گرما و یک عامل پخت -معمولاً گوگرد یا پراکسید- به هم متصل می شود و یک ماده نرم و انعطاف پذیر را به محصولی قوی، الاستیک و از نظر حرارتی پایدار تبدیل می کند. افزودن خلاء به این فرآیند چیزی است که این دستگاه را از پرسهای لاستیکی استاندارد متمایز میکند: با تخلیه هوا و گازهای فرار از حفره قالب قبل و در حین پخت، دستگاه تخلخل، تلههای هوا و عیوب فضای خالی را که در غیر این صورت یکپارچگی ساختاری و کیفیت سطح قطعه لاستیکی تمام شده را به خطر میاندازد، از بین میبرد.
این فناوری به طور گسترده در صنایعی که اجزای لاستیکی باید استانداردهای دقیق برای یکنواختی چگالی، پرداخت سطح، دقت ابعادی و عملکرد مکانیکی را رعایت کنند، مورد استفاده قرار میگیرد. از مهر و موم خودرو و واشر هوافضا گرفته تا قطعات سیلیکونی درجه پزشکی و دیافراگمهای صنعتی دقیق، دستگاههای ولکانیزه خلاء کالاهای لاستیکی تولید میکنند که روشهای پرس داغ استاندارد به سادگی نمیتوانند با کیفیتی سازگار یا بدون نقص مطابقت داشته باشند.
فرآیند ولکانیزاسیون خلاء چگونه کار می کند
چرخه عملکرد دستگاه ولکانیزه کننده لاستیکی خلاء مجموعه ای از مراحل را دنبال می کند که به دقت ترتیب داده شده اند، که هر یک نقش مهمی در دستیابی به درمان بدون نقص ایفا می کند. درک این توالی به اپراتورها و مهندسان کمک می کند تا پارامترهای فرآیند را برای ترکیبات لاستیکی خاص و هندسه قالب بهینه کنند.
بارگیری قالب و بسته شدن اولیه
این فرآیند با قرار دادن ترکیب لاستیکی پخته نشده - به صورت پیشفرم، ورق یا تزریق تزریقی - در حفره قالب آغاز میشود. سپس قالب به یک فشار اولیه بسته می شود که لاستیک را بدون اعمال نیروی پخت کامل در موقعیت خود نگه می دارد. در این مرحله قالب به طور کامل آب بندی نشده و سیستم خلاء هنوز فعال نشده است.
تخلیه خلاء
هنگامی که قالب به موقعیت اولیه بسته خود می رسد، پمپ خلاء فعال می شود و هوا را از طریق کانال های تخلیه اختصاصی که در قالب یا صفحه ماشینکاری شده اند، از حفره قالب خارج می کند. سطح خلاء هدف معمولاً از 0.08- مگاپاسکال تا -0.098 مگاپاسکال (تقریباً 95 تا 99 درصد خلاء) است و فاز تخلیه بسته به حجم قالب و نوع ترکیب بین 15 تا 90 ثانیه طول می کشد. این مرحله هوای محلول داخل ترکیب لاستیکی را حذف میکند، رطوبت را پاک میکند و محصولات فرّار را که در غیر این صورت حبابها یا حفرهها را در حین پخت ایجاد میکنند، از بین میبرد.
اعمال فشار کامل و پخت
با حفظ خلاء، پرس فشار گیره کامل را اعمال می کند - معمولاً بین 10 تا 25 مگاپاسکال بسته به مشخصات محصول - در حالی که صفحات گرم شده قالب را به دمای پخت مورد نظر می رساند که معمولاً بین 150 درجه سانتی گراد تا 200 درجه سانتی گراد برای اکثر ترکیبات پخت شده با گوگرد است. ترکیبی از گرما و فشار، واکنشهای پیوند متقابل را در ماتریس لاستیکی آغاز کرده و هدایت میکند. زمان پخت از چند دقیقه برای مقاطع نازک تا بیش از یک ساعت برای قطعات ضخیم یا پیچیده متغیر است. در طول این مرحله، خلاء به سرکوب هرگونه مهاجرت گاز باقیمانده ادامه میدهد.

آزادسازی فشار و تخریب
هنگامی که چرخه پخت کامل شد، پرس فشار گیره را آزاد می کند، خلاء تخلیه می شود و قالب باز می شود. بخش لاستیکی پخته شده برداشته می شود - معمولاً به کمک پین های اجکتور یا هوای فشرده - و تحت بازرسی پس از پخت قرار می گیرد. پیرایش فلاش، در صورت نیاز، قبل از اینکه قطعه به کنترل کیفیت و بسته بندی برسد، انجام می شود.
مزایای اصلی ولکانیزاسیون خلاء نسبت به روش های استاندارد پرس داغ
محیط خلاء اساساً نتیجه کیفی پخت لاستیک را تغییر می دهد. سازندگانی که از ولکانیزاسیون پرس داغ معمولی به سیستمهای به کمک خلاء تغییر میکنند، بهطور مداوم پیشرفتهای قابلاندازهگیری را در چندین معیار کیفیت و بهرهوری گزارش میکنند:
- حذف تخلخل و هوا: الفir trapped inside rubber compounds during mixing and forming creates voids that reduce tensile strength, tear resistance, and pressure-holding capacity. Vacuum evacuation removes these air pockets before they become locked into the cured structure, producing parts with measurably higher density and mechanical uniformity.
- پرداخت سطح برتر: بدون هوای محبوس شده در رابط سطح قالب، لاستیک به طور تمیز در تمام جزئیات حفره جریان می یابد، لبه های تیزتر، حروف یا بازتولید بافت تمیزتر، و پوشش پوستی صاف و بدون نقص که نیازهای تکمیل ثانویه را کاهش می دهد، ایجاد می کند.
- سازگاری ابعادی بهبود یافته: عمل آوری به کمک خلاء تضمین می کند که لاستیک به طور یکنواخت حفره قالب را تحت شرایط کنترل شده پر می کند، تغییرات ضخامت و پراکندگی ابعادی قسمت به قسمت را کاهش می دهد - یک نیاز حیاتی برای آب بندی در مواردی که تلورانس ها تنگ هستند.
- عملکرد بهتر با ترکیبات حساس به رطوبت: لاستیک سیلیکونی، EPDM و برخی از ترکیبات خاص به آلودگی رطوبت در طول پخت حساس هستند. محیط خلاء رطوبت را قبل از اینکه باعث ایجاد تاول، تغییر رنگ یا درمان ناقص در مناطق آسیب دیده شود، از بین می برد.
- کاهش نرخ ضایعات و دوباره کاری: با از بین بردن علل اولیه عیوب داخلی و سطحی، ولکانیزاسیون خلاء به طور قابل توجهی نسبت قطعاتی را که در بازرسی شکست میخورند، کاهش میدهد، ضایعات مواد و هزینههای کار مجدد را کاهش میدهد.
- سازگاری با هندسه های پیچیده: حفرههای عمیق، دیوارههای نازک، برشها و کانالهای داخلی پیچیدهتر وقتی قالب در خلاء قرار دارد با اطمینان بیشتری پر میشوند، زیرا جریان لاستیک مقاوم در برابر فشار هوا به مناطق محدود وجود ندارد.
صنایع و کاربردهایی که متکی به ماشینهای ولکانیزه کننده لاستیکی خلاء هستند
تقاضا برای ماشینهای وکیوم ولکانیزه طیف وسیعی از صنایع را در بر میگیرد که هر کدام دارای الزامات عملکردی خاصی هستند که فرآیند خلاء را به شدت ترجیح میدهند یا از نظر فنی اجباری میکنند:
| صنعت | محصولات معمولی | الزامات کلیدی |
| الفutomotive | مهر و موم درب، واشر، اورینگ، بوشینگ | دقت ابعادی، تخلخل صفر |
| الفerospace | مهر و موم سیستم سوخت، لرزشگیر | ساختار بدون نقص، قابلیت اطمینان بالا |
| تجهیزات پزشکی | ایمپلنت سیلیکونی، دیافراگم، لوله | خلوص، کیفیت سطح، زیست سازگاری |
| الکترونیک | صفحه کلید، کانکتور، کپسوله سازی | بازتولید جزئیات دقیق، سازگاری |
| تجهیزات صنعتی | دیافراگم پمپ، غلتک، قطعات نوار نقاله | دوام مکانیکی، چگالی یکنواخت |
| کفش | زیره لاستیکی، اجزای پاشنه | پرداخت سطح، مقاومت در برابر سایش |
| انرژی / نفت و گاز | مهر و موم فشار بالا، بسته بندی، آستین | یکپارچگی فشار، مقاومت شیمیایی |
در بخشهایی مانند هوافضا و دستگاههای پزشکی، ولکانیزاسیون خلاء صرفاً یک اولویت کیفی نیست، بلکه یک الزام صدور گواهینامه است. استانداردهای نظارتی حاکم بر اجزای لاستیکی در این زمینه ها ساختارهای داخلی بدون عیب را الزامی می کند که تنها از طریق عمل آوری به کمک خلاء می توان به طور قابل اعتماد به دست آورد.
مشخصات فنی کلیدی برای ارزیابی هنگام انتخاب ماشین
انتخاب دستگاه ولکانیزاسیون لاستیکی خلاء مناسب نیاز به ارزیابی دقیق مشخصات مکانیکی و کنترل فرآیند دارد. پارامترهای زیر بیشترین تأثیر را بر قابلیت تولید و کیفیت محصول دارند:
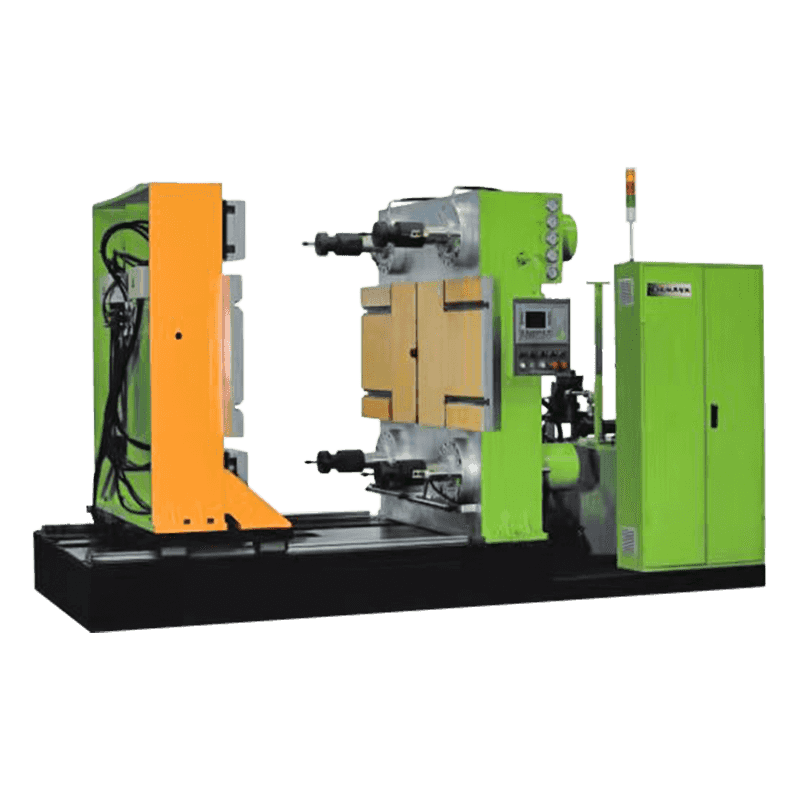
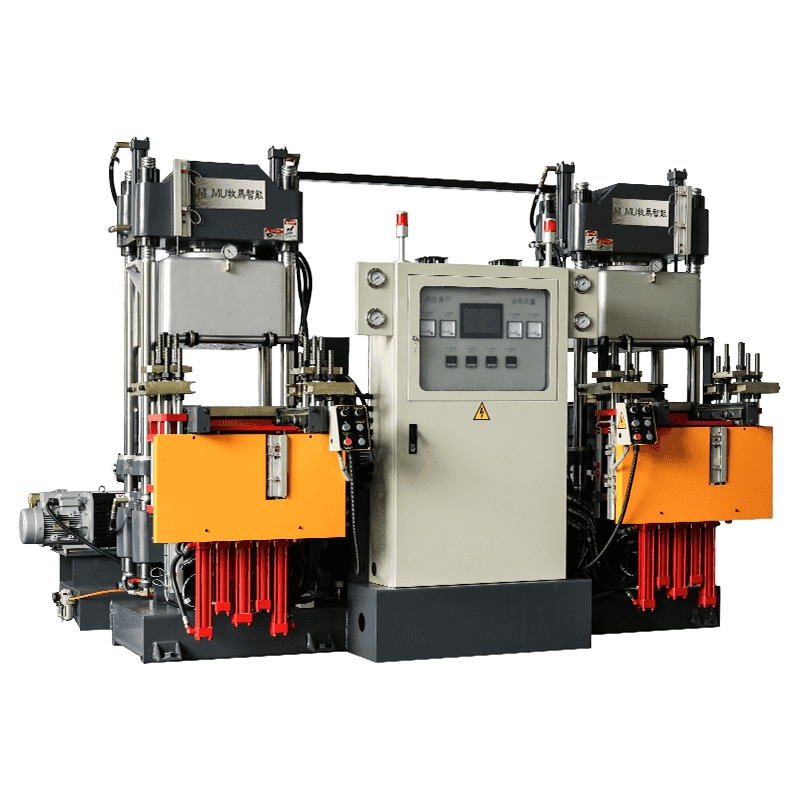
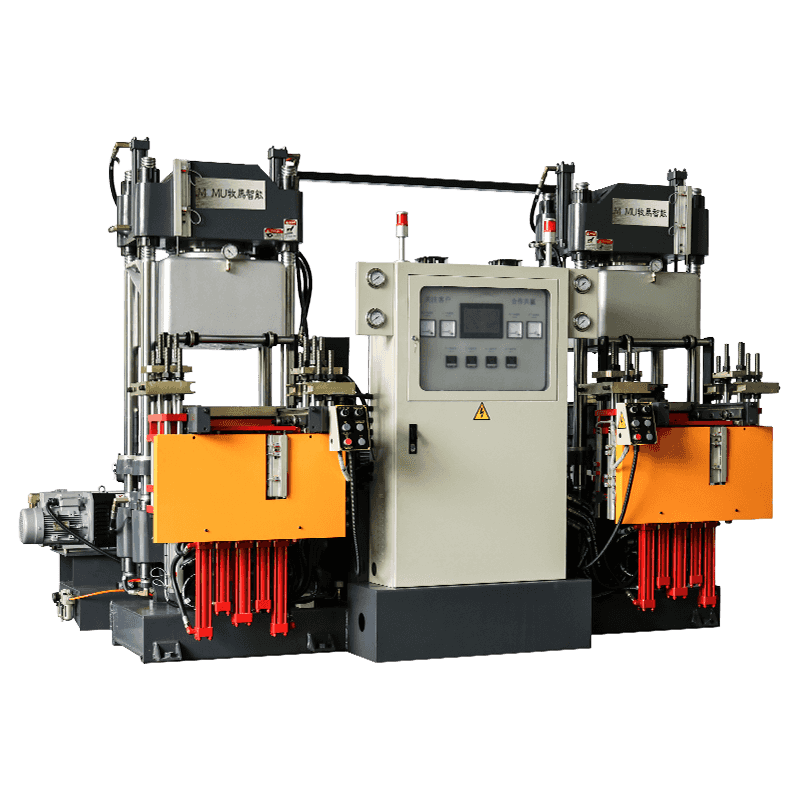
اندازه و پیکربندی پلاتین
ابعاد صفحه حداکثر ردپای قالبی را که دستگاه می تواند در خود جای دهد تعیین می کند. اندازههای معمولی صفحات از 300 × 300 میلیمتر برای تولید آزمایشگاهی یا قطعات کوچک تا 1200 × 1200 میلیمتر برای قطعات صنعتی بزرگ متغیر است. پیکربندیهای چند روزه - ماشینهایی با سه سطح صفحه یا بیشتر - به چندین قالب اجازه میدهند به طور همزمان پخته شوند و به طور قابلتوجهی خروجی را در هر چرخه دستگاه بدون نیاز به فضای کف اضافی افزایش دهند.
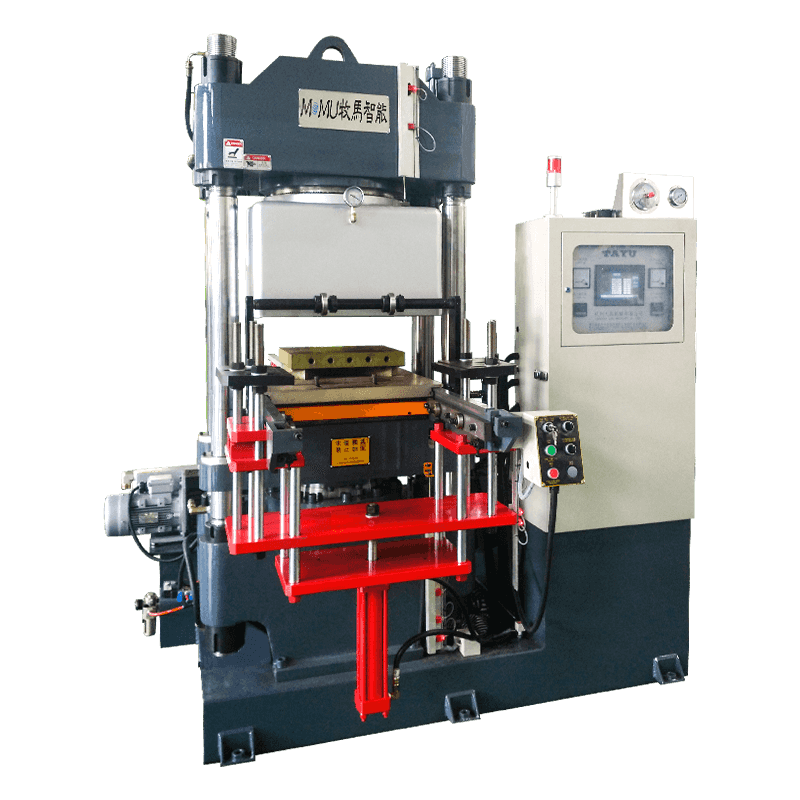
نیروی بستن
نیروی بستن، که بر حسب کیلونیوتن (kN) یا تن بیان می شود، باید برای حفظ بسته شدن کامل قالب در برابر فشار داخلی ایجاد شده توسط لاستیک در حال انبساط در طول پخت کافی باشد. نیروی گیره ناکافی منجر به فلاش، رشد بیش از حد ابعادی و نقص در جداسازی قالب می شود. نیروهای گیره معمولی از 100 کیلو نیوتن برای پرس های کوچک تا بیش از 10000 کیلونیوتن برای سیستم های صنعتی با فرمت بزرگ متغیر است.
عملکرد سیستم خلاء
ظرفیت پمپ خلاء و سطح خلاء قابل دستیابی پارامترهای حیاتی هستند. یک پمپ با ظرفیت بالا سریعتر به سطح خلاء هدف می رسد و زمان چرخه را کاهش می دهد. سطح خلاء باید از طریق گیجهای کالیبرهشده با قابلیت ثبت دادهها قابل تأیید باشد، بهویژه برای سازندگانی که استانداردهای کیفیت هوافضا یا پزشکی را تولید میکنند که به سوابق فرآیندی مستند برای هر قطعه تولیدی نیاز دارند.
یکنواختی دما در سراسر صفحه
تغییرات دما در سطح صفحه به طور مستقیم باعث نرخ ناهمواری پخت در قالب می شود. بهترین روش صنعت مستلزم یکنواختی دما در 2± درجه سانتیگراد در کل منطقه صفحه است. ماشینهای مجهز به عناصر گرمایش منطقهای مستقل و کنترلکنندههای دمای PID حلقه بسته نسبت به سیستمهای تک منطقهای یکنواختی محکمتری دارند و این مشخصات باید با دادههای اندازهگیری واقعی ارائه شده توسط سازنده تأیید شود.
سیستم کنترل و ثبت اطلاعات
ماشینهای ولکانیزه خلاء مدرن مجهز به کنترلکنندههای منطقی قابل برنامهریزی (PLC) و رابطهای صفحه لمسی انسان و ماشین (HMIs) هستند که به اپراتورها اجازه میدهد چندین دستور پخت را ذخیره کنند، پروفایلهای فشار و دما چند مرحلهای را تنظیم کنند و پارامترهای فرآیند را در زمان واقعی نظارت کنند. قابلیت ثبت داده ها - ثبت دما، فشار، سطح خلاء و زمان چرخه برای هر دوره تولید - به طور فزاینده ای توسط سیستم های مدیریت کیفیت که تحت استانداردهای ISO یا IATF کار می کنند مورد نیاز است.
ترکیبات لاستیکی رایج پردازش شده و الزامات خاص آنها
ترکیبات لاستیکی مختلف تحت شرایط ولکانیزاسیون خلاء رفتار متفاوتی دارند و پارامترهای فرآیند ماشین باید بر این اساس تنظیم شوند. موادی که اغلب فرآوری می شوند عبارتند از:
- لاستیک طبیعی (NR): به دمای پخت متوسط (150 تا 160 درجه سانتیگراد) نیاز دارد و به دلیل تمایل آن به جذب رطوبت اتمسفر در طول ذخیره سازی ترکیب، به طور قابل توجهی از خلاء سود می برد. تخلیه خلاء از ایجاد تاول های سطحی ناشی از انتشار بخار در طول پخت جلوگیری می کند.
- لاستیک سیلیکونی (VMQ/LSR): سیلیکون به آلودگی و رطوبت بسیار حساس است. عمل آوری با خلاء اساساً یک روش استاندارد برای قطعات سیلیکونی پزشکی و مواد غذایی است که در آن هر گونه تخلخل یا نقص سطحی غیرقابل قبول است. دمای پخت معمولاً از 160 درجه سانتیگراد تا 200 درجه سانتیگراد متغیر است.
- EPDM: ترکیبات EPDM که به طور گسترده در آب بندی خودروها و غشاهای سقف استفاده می شود، محصولات فرعی فرار را در طول درمان آزاد می کند که باعث ایجاد حفره های داخلی بدون کمک خلاء می شود. تخلیه خلاء برای قطعات آب بندی EPDM با کارایی بالا استاندارد است.
- لاستیک نیتریل (NBR): NBR که به طور گسترده در مهر و موم ها و حلقه های O-مقاوم در برابر روغن استفاده می شود، از پردازش خلاء هنگام تولید قطعات برای سیستم های هیدرولیک و پنوماتیک که در آن ساختار بدون خالی داخلی برای یکپارچگی فشار حیاتی است، سود می برد.
- لاستیک فلوروکربن (FKM/Viton): ترکیب آب بندی با کارایی بالا برای محیط های شیمیایی و دمای شدید. FKM گران است و نرخ نقص در پردازش غیر خلاء را به یک نگرانی هزینه قابل توجه تبدیل می کند. ولکانیزاسیون خلاء نرخ ضایعات این ماده را به میزان قابل توجهی کاهش می دهد.
روشهای تعمیر و نگهداری که از عملکرد و طول عمر دستگاه محافظت میکند
الف vacuum rubber vulcanizing machine represents a substantial capital investment, and consistent preventive maintenance is essential to protect that investment and maintain production quality over the machine's operational life. The following maintenance practices are considered industry standard:
- سرویس پمپ خلاء: پمپ خلاء بیشترین نیاز به تعمیر و نگهداری را دارد. پمپ های پره ای دوار مهر و موم شده روغن نیاز به تعویض روغن در فواصل زمانی مشخص شده توسط سازنده دارند - معمولاً هر 500 تا 1000 ساعت کارکرد - و وضعیت روغن باید روزانه به صورت چشمی بررسی شود. روغن پمپ آلوده سطح خلاء قابل دستیابی را کاهش می دهد و سایش پمپ را افزایش می دهد.
- کالیبراسیون دمای صفحه: دمای سطح صفحه باید حداقل هر سه ماه یکبار در برابر ترموکوپل های مرجع کالیبره شده تأیید شود. تغییر دما ناشی از پیر شدن عناصر گرمایش یا تخریب ترموکوپل به طور مستقیم بر کیفیت درمان تأثیر می گذارد و می تواند بدون بررسی های کالیبراسیون سیستماتیک شناسایی نشود.
- بازرسی سیستم هیدرولیک: سطح و وضعیت مایع هیدرولیک را ماهانه بررسی کنید. شیلنگ ها، اتصالات و آب بندی سیلندرها را از نظر نشتی در هر شروع شیفت بررسی کنید. فشار هیدرولیک باید با استفاده از یک گیج مستقل بر اساس مشخصات درجه بندی دستگاه هر سه ماه یکبار بررسی شود.
- یکپارچگی خط وکیوم و مهر و موم: تمام خطوط خلاء، اتصالات و شیارهای درزگیر قالب را از نظر ترک، تجمع زباله های لاستیکی یا تخریب مهر و موم بررسی کنید. حتی نشت های کوچک خلاء به طور قابل توجهی سطوح خلاء قابل دستیابی را کاهش می دهد و ثبات فرآیند را به خطر می اندازد.
- روغن کاری صفحه و ستون راهنما: الفpply manufacturer-specified lubricants to guide columns, tie bars, and platen sliding surfaces at recommended intervals to prevent galling, uneven platen movement, and premature wear on precision-machined components.
ایجاد یک برنامه نگهداری پیشگیرانه مستند - با سوابق تکمیل امضا شده برای هر کار - اکیداً برای سازندگانی که تحت استانداردهای ISO 9001، IATF 16949 یا چارچوبهای مدیریت کیفیت معادل کار میکنند، توصیه میشود. تعمیر و نگهداری مناسب نه تنها طول عمر دستگاه را افزایش می دهد، بلکه تضمین می کند که پارامترهای فرآیند ثبت شده در طول اعتبارسنجی، نماینده عملکرد واقعی دستگاه در طول چرخه عمر تولید باقی می مانند.