دستگاه ولکانیزاسیون لاستیکی خلاء چیست و چگونه کار می کند؟
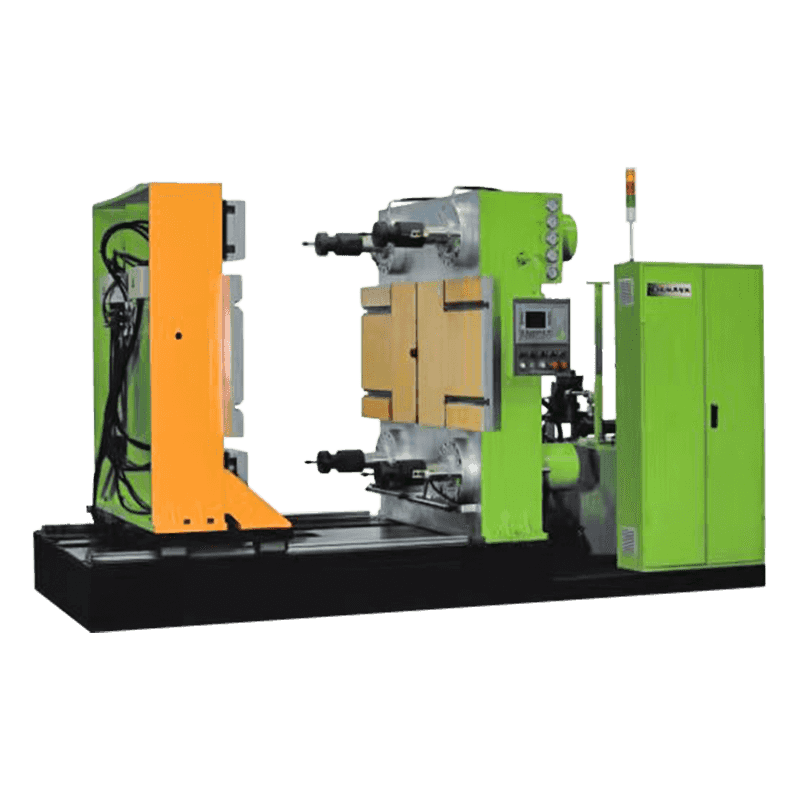
دستگاه ولکانیزه لاستیک خلاء قطعه ای تخصصی از تجهیزات صنعتی است که برای پخت ترکیبات لاستیکی تحت حرارت و فشار کنترل شده در محیط خلاء استفاده می شود. ولکانیزاسیون فرآیند شیمیایی است که لاستیک خام یا مرکب را از حالت نرم و انعطاف پذیر به ماده ای بادوام، الاستیک و مقاوم در برابر حرارت با ایجاد پیوندهای متقاطع بین زنجیره های پلیمری - معمولاً از طریق عوامل پخت مبتنی بر گوگرد یا پراکسید، تبدیل می کند. جزء خلاء چیزی است که این دستگاه را از ولکانیزرهای پرس استاندارد متمایز می کند. با تخلیه هوا از حفره قالب قبل و در طول چرخه پخت، دستگاه حباب های هوا و گازهای محبوس شده را که در غیر این صورت باعث ایجاد تخلخل، حفره یا لکه های سطحی در محصول لاستیکی نهایی می شود را از بین می برد.
این دستگاه از طریق یک سری مراحل خودکار عمل می کند: بارگذاری قالب، تخلیه خلاء، اعمال فشار، پخت حرارتی و آزادسازی قالب. گرمایش معمولاً از طریق صفحات الکتریکی یا صفحات گرم شده با بخار حاصل می شود که گرما را به طور یکنواخت به ترکیب لاستیکی منتقل می کنند. یک پمپ خلاء متصل به محفظه قالب مهر و موم شده، فشار داخلی را - معمولاً بین -0.08 MPa و -0.1 MPa - قبل از بسته شدن پرس و اعمال نیروی گیره پایین میآورد. این ترکیب از خلاء، گرما و فشار مکانیکی تضمین می کند که هندسه های پیچیده قالب به طور کامل پر شده و قطعه پخته شده با مشخصات کیفیت ابعادی و سطحی مطابقت دارد.

صنایع و کاربردهایی که متکی به ولکانیزاسیون خلاء هستند
ماشین آلات ولکانیزه لاستیک خلاء در طیف وسیعی از صنایع که کیفیت و قوام قطعات لاستیکی غیر قابل مذاکره است، مستقر هستند. بخش خودرو یکی از بزرگترین کاربران است که برای تولید مهر و موم ها، واشرها، حلقه های O، لرزشگیرها و اجزای جابجایی سیال که باید تحت شرایط حرارتی و مکانیکی سخت عملکرد قابل اعتمادی داشته باشند، به این ماشین ها متکی است. در صنعت هوافضا، ولکانیزاسیون خلاء برای اجزای لاستیکی دقیق استفاده میشود که حتی حفرههای میکروسکوپی میتوانند یکپارچگی سیستمهای آببندی حیاتی را به خطر بیندازند.
صنعت تجهیزات پزشکی از ماشینهای ولکانیزکننده خلاء برای تولید قطعات سیلیکونی و لاستیکی ویژه استفاده میکند که باید استانداردهای سختگیرانه زیست سازگاری و تحمل ابعادی را رعایت کنند. سازندگان لوازم الکترونیکی از آنها برای تولید قطعات عایق و پایه های عایق لرزش استفاده می کنند. صنعت کفش از فناوری برای چسباندن کفی و قطعات لاستیکی قالبگیری شده استفاده میکند. در هر مورد، محیط خلاء برای دستیابی به پایان سطح، چگالی داخلی و عملکرد مکانیکی ضروری است که ولکانیزاسیون پرس استاندارد نمی تواند به طور قابل اعتماد ارائه دهد.
پارامترهای کلیدی فرآیند و نحوه کنترل آنها
تولید قطعات لاستیکی ولکانیزه ثابت و بدون نقص نیازمند مدیریت دقیق چندین پارامتر فرآیند وابسته به هم است. درک اینکه هر پارامتر چه کاری انجام می دهد - و اینکه چگونه انحرافات بر خروجی تأثیر می گذارد - برای کارکرد مؤثر دستگاه ولکانیزاسیون خلاء اساسی است.
دمای ولکانیزاسیون
دما عامل اصلی واکنش ولکانیزاسیون است. اکثر ترکیبات لاستیکی در محدوده 150 درجه سانتیگراد تا 200 درجه سانتیگراد پخت می شوند، با دمای بهینه خاص بسته به فرمول ترکیب و سیستم پخت مورد استفاده. دمای بسیار پایین باعث خشک شدن می شود - لاستیک نرم، ضعیف خواهد بود و ممکن است چسبندگی یا اتصال متقابل ناقص را نشان دهد. دمای بیش از حد بالا باعث پخت بیش از حد یا برگشت می شود، جایی که شبکه پلیمری تحلیل می رود و لاستیک استحکام و کشش را از دست می دهد. یکنواختی دمای صفحه در سراسر سطح قالب به همان اندازه مهم است. شیب دمایی بیش از پنج تا ده درجه سانتیگراد در سراسر قالب می تواند باعث درمان ناهموار و انقباض افتراقی شود.
زمان پخت
زمان پخت توسط دادههای رئولوژیکی ترکیب تعیین میشود - بهویژه مقدار T90 از آزمایش رئومتر قالب متحرک (MDR) که نشاندهنده زمان لازم برای رسیدن به نود درصد حداکثر گشتاور (چگالی پیوند متقاطع) در دمای هدف است. زمان پخت معمولاً بسته به نوع ترکیب، ضخامت قطعه و دما بین دو تا 30 دقیقه است. برای مقاطع ضخیم، زمان بیشتری باید در نظر گرفته شود تا گرما به هسته نفوذ کند. استفاده از زمان پخت خیلی کوتاه یکی از رایج ترین منابع خرابی میدان در محصولات لاستیکی است.
سطح خلاء و زمان
قبل از بسته شدن پرس و شروع عمل آوری، خلاء باید به سطح مورد نظر برسد. بیشتر عملیات ها سطح خلاء 0.095- مگاپاسکال تا 0.1- مگاپاسکال را هدف قرار می دهند. زمان تخلیه - معمولاً پانزده تا شصت ثانیه - باید برای تخلیه کامل هوا از حفره قالب و هر کانال تخلیه کافی باشد. اگر چرخه پمپ خلاء خیلی کوتاه باشد، هوای باقیمانده در هنگام بسته شدن پرس به جای حذف فشرده می شود و باعث ایجاد حفره های زیرسطحی می شود. آزمایش منظم عملکرد پمپ و بررسی نشتی در خطوط خلاء و مهر و موم قالب برای حفظ کیفیت تخلیه ثابت ضروری است.
فشار بستن
فشار بستن، نیمه های قالب را در حین ولکانیزاسیون مهر و موم نگه می دارد و ترکیب لاستیکی را فشرده می کند تا هندسه حفره کاملاً پر شود. فشار گیره ناکافی اجازه می دهد تا فلاش در خط جدایی شکل بگیرد و می تواند منجر به پر شدن قسمت ها شود. فشار بیش از حد می تواند به قالب ها آسیب برساند یا باعث شود ترکیب قبل از ژل شدن از حفره خارج شود. فشارهای گیره معمولی برای ولکانیزه کردن لاستیک از 10 تا 25 مگاپاسکال بسته به ویسکوزیته ترکیب و هندسه قطعه متغیر است.
نقص های رایج و نحوه تشخیص آنها
حتی با ماشینهایی که به خوبی کالیبره شدهاند، ممکن است نقصهایی در قطعات لاستیکی ولکانیزه دیده شود. شناسایی علت اصلی به سرعت زمان خرابی ضایعات و تولید را به حداقل می رساند. جدول زیر به طور خلاصه بیشترین عیوب و علل احتمالی آنها را نشان می دهد:
| نقص | علت احتمالی | اقدام اصلاحی |
| تخلخل / حفره های داخلی | زمان خلاء یا تخلیه ناکافی | بررسی عملکرد پمپ؛ تمدید زمان تخلیه |
| تاول های سطحی | رطوبت در ترکیب یا قالب | ترکیب پیش خشک؛ قالب را تمیز و از قبل گرم کنید |
| زیر کیور (قطعات نرم) | دمای پایین یا زمان درمان ناکافی | بررسی کالیبراسیون دمای صفحه؛ افزایش زمان درمان |
| فلش بیش از حد | فشار گیره کم یا خط جداسازی قالب فرسوده | افزایش تناژ مطبوعات؛ قالب را بازرسی و نوسازی کنید |
| شات کوتاه / مناطق پر نشده | وزن بار مرکب ناکافی | محاسبه مجدد وزن شارژ؛ تنظیم پریفرم مرکب |
| تنوع ابعادی | دما یا نیروی گیره ناسازگار | کالیبره کردن سنسورها؛ تعمیر و نگهداری منظم پرس را انجام دهید |
نحوه انتخاب دستگاه ولکانیزاسیون لاستیکی وکیوم مناسب
انتخاب ماشین صحیح مستلزم تطبیق مشخصات تجهیزات با نیازهای برنامه تولید خاص شما است. معیارهای ارزیابی کلیدی شامل اندازه صفحه، تناژ پرس، ظرفیت سیستم خلاء، محدوده دما، و پیچیدگی سیستم کنترل است.
- اندازه صفحه باید بزرگترین قالبی را که میخواهید اجرا کنید، با حاشیه کافی برای حفظ توزیع یکنواخت دما در خود جای دهد. اندازه صفحه استاندارد از 200 میلی متر × 200 میلی متر برای تولید قطعات کوچک تا 1000 میلی متر × 1000 میلی متر یا بزرگتر برای کاربردهای صنعتی متغیر است.
- تناژ پرس باید با ناحیه پیش بینی شده قالب و ویسکوزیته ترکیب لاستیکی شما مطابقت داشته باشد. به عنوان یک دستورالعمل کلی، نیروی مورد نیاز را با ضرب ناحیه پیش بینی شده حفره قالب در فشار گیره هدف محاسبه کنید، سپس یک حاشیه ایمنی حداقل بیست درصد اضافه کنید.
- ظرفیت پمپ خلاء - که بر حسب لیتر در دقیقه اندازه گیری می شود - باید برای تخلیه محفظه قالب به سطح خلاء هدف در عرض پانزده تا سی ثانیه کافی باشد. حجمهای قالب بزرگتر به پمپهای با ظرفیت بالاتر برای جلوگیری از طولانیتر شدن زمان چرخه نیاز دارند.
- محدوده دما و مشخصات یکنواختی باید بر اساس نیازهای پخت ترکیب شما تأیید شود. بیشتر ماشینهای همه منظوره تا دمای 200 درجه سانتیگراد کار میکنند، در حالی که ماشینهای تخصصی برای ترکیبات سیلیکونی یا فلورالاستومری با دمای بالا ممکن است به دمای 250 درجه سانتیگراد یا بالاتر نیاز داشته باشند.
- قابلیت سیستم کنترل تعیین میکند که چقدر میتوانید به انعطافپذیری فرآیند و ثبت دادهها دست پیدا کنید. کنترلکنندههای منطقی قابل برنامهریزی (PLC) با رابطهای صفحه لمسی به پروفایلهای درمان چند مرحلهای، توالی خلاء خودکار و ذخیرهسازی رکورد تولید اجازه میدهند - همه برای مدیریت کیفیت و تکرارپذیری فرآیند ارزشمند هستند.
روش های معمول تعمیر و نگهداری که از عملکرد ماشین محافظت می کند
دستگاه ولکانیزه کننده لاستیکی خلاء نشان دهنده سرمایه گذاری قابل توجهی است و تعمیر و نگهداری مداوم برای محافظت از آن سرمایه و در عین حال اطمینان از قابلیت اطمینان تولید ضروری است. سیستم خلاء به بیشترین توجه نیاز دارد - روغن پمپ خلاء باید طبق برنامه تولید کننده بررسی و تعویض شود، معمولاً هر سه تا شش ماه در شرایط تولید مداوم. اتصالات خطوط خلاء، واشرها و مهر و موم های قالب باید هر هفته از نظر سایش یا نشتی بررسی شوند، زیرا حتی نشتی های کوچک به طور قابل توجهی عملکرد تخلیه را کاهش می دهند.
سنسورهای دمای صفحه و مبدلهای فشار باید هر سه ماه یکبار با استفاده از ابزار مرجع معتبر کالیبره شوند تا اطمینان حاصل شود که مقادیر نمایش داده شده دستگاه منعکس کننده شرایط واقعی فرآیند است. سطح مایع هیدرولیک و شرایط فیلتر باید ماهانه کنترل شود. سطوح قالب باید پس از هر بار تولید تمیز شود تا از تجمع باقیمانده لاستیک جلوگیری شود که می تواند باعث چسبندگی، نقص سطح در قطعات بعدی و تسریع سایش قالب شود. نگه داشتن یک گزارش تعمیر و نگهداری دقیق - ثبت همه بازرسی ها، تغییرات مایعات، کالیبراسیون ها و رویدادهای خطا - داده های تاریخی مورد نیاز برای شناسایی مشکلات نوظهور قبل از ایجاد خرابی های برنامه ریزی نشده را فراهم می کند.
به حداکثر رساندن کیفیت خروجی و کارایی تولید
فراتر از انتخاب و نگهداری ماشین آلات، دستیابی به کیفیت خروجی مداوم بالا از a دستگاه ولکانیزه لاستیک خلاء بستگی به نظم فرآیند دارد. استاندارد کردن آمادهسازی ترکیب - از جمله وزن، شکل و قرارگیری یکنواخت پیشفرم در قالب - یکی از رایجترین منابع تغییرات قسمت به قطعه را حذف میکند. استفاده از مواد رها کننده به طور صحیح و مداوم از چسبیدن بدون آلودگی سطح لاستیکی یا تأثیر بر اتصال در قطعات کامپوزیت جلوگیری می کند. ایجاد دستور العمل های درمان مستند برای هر محصول و قفل کردن آن دستور العمل ها در سیستم کنترل دستگاه از تغییرات پارامترهای تصادفی که منجر به تولید ناسازگار می شود جلوگیری می کند.
روشهای کنترل فرآیند آماری (SPC) که برای اندازهگیریهای خروجی کلیدی اعمال میشوند - وزن قطعه، ابعاد بحرانی، و سختی - هشدار اولیه را در هنگام وقوع رانش فرآیند ارائه میدهند و اجازه میدهند تا اقدامات اصلاحی قبل از تولید مقادیر زیادی قراضه انجام شود. برای عملیات با حجم بالا، ادغام خروجی دادههای دستگاه با یک سیستم اجرای تولید (MES) نظارت بر تولید و قابلیت ردیابی را در زمان واقعی امکانپذیر میسازد، که به طور فزایندهای توسط مشتریان خودرو و پزشکی به عنوان بخشی از الزامات کیفیت تامینکننده مورد نیاز است. نگاه کردن به دستگاه ولکانیزه بهعنوان یک ابزار دقیق به جای یک دستگاه پرس کالا، طرز فکری است که عملیات لاستیکی با کارایی بالا را از آنهایی که با مشکلات مزمن کیفیت و عملکرد دست و پنجه نرم میکنند جدا میکند.