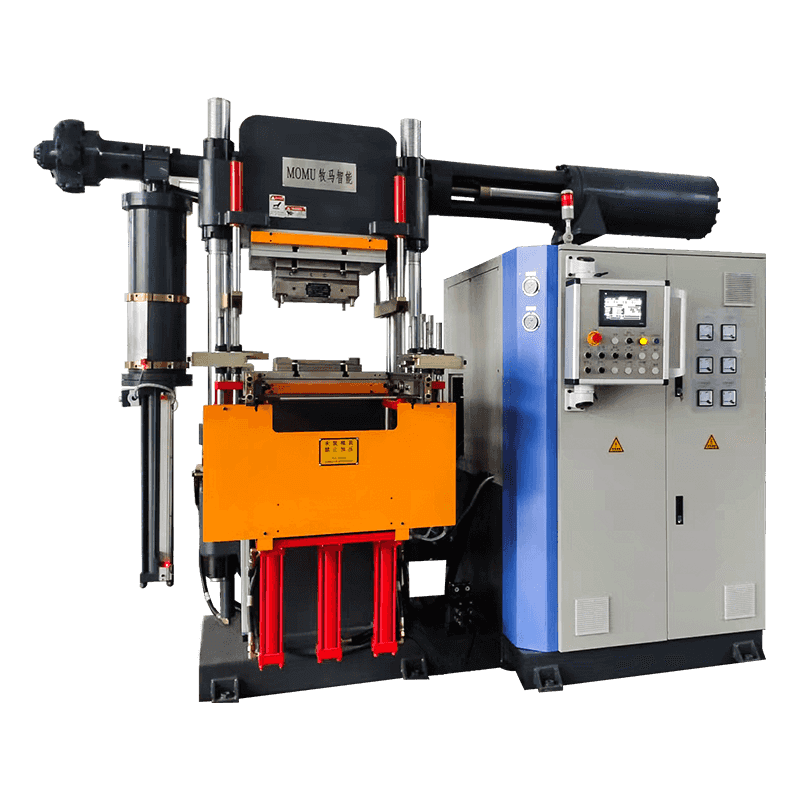
قالب گیری تزریقی لاستیک سیلیکون مایع (LSR) یکی از دقیق ترین و همه کاره ترین فرآیندهای تولیدی است که برای تولید اجزای سیلیکونی انعطاف پذیر، مقاوم در برابر حرارت و زیست سازگار است. در مرکز این فرآیند، دستگاه قالبگیری تزریقی LSR قرار دارد - یک قطعه بسیار تخصصی از تجهیزات که اساساً با ماشینهای قالبگیری تزریقی ترموپلاستیک استاندارد متفاوت است. چه در حال ارزیابی پردازش LSR برای دستگاههای پزشکی، مهر و موم خودرو، محصولات نوزادی یا لوازم الکترونیکی مصرفی هستید، درک اینکه این ماشینها چگونه کار میکنند و چه چیزی آنها را منحصربهفرد میکند، برای تصمیمگیری آگاهانه تولید ضروری است.
چه چیزی قالب تزریق LSR را با قالب گیری تزریقی استاندارد متفاوت می کند
قالبگیری تزریقی ترموپلاستیک استاندارد گلولههای پلاستیکی جامد را ذوب میکند، مواد مذاب را به یک قالب سرد شده تزریق میکند و قسمت جامد شده را بیرون میزند. قالب گیری تزریقی LSR دقیقاً در جهت مخالف حرارتی عمل می کند. لاستیک سیلیکون مایع یک ماده گرماسخت دو جزئی قابل پردازش سرد است که در دمای اتاق ذخیره می شود و در قالب گرم شده پمپ می شود و در آنجا به شکل جامد نهایی خود متصل می شود - یا ولکانیز می شود.
این معکوس شدن فرآیند حرارتی پیامدهای عمیقی برای طراحی ماشین دارد. سیستم تحویل مواد باید سرد نگه داشته شود تا از پخت زودرس جلوگیری شود، در حالی که قالب باید گرم شود - معمولاً بین 150 درجه سانتیگراد تا 220 درجه سانتیگراد - تا واکنش ولکانیزاسیون را در یک زمان چرخه کنترل شده آغاز و تکمیل کند. تمام اجزای یک ماشین قالب گیری تزریقی LSR بر اساس این منطق فرآیند تغذیه سرد و پخت گرم طراحی شده است.
علاوه بر این، LSR یک سیستم دو قسمتی است: جزء A حاوی پلیمر سیلیکون پایه و یک کاتالیزور پلاتین است، در حالی که جزء B شامل اتصال دهنده و رنگدانه ها یا سایر مواد افزودنی است. این دو جزء باید با نسبت دقیق حجمی 1:1 اندازه گیری شوند، بدون وارد کردن حباب هوا کاملاً مخلوط شوند و قبل از شروع هر گونه عمل آوری قابل توجهی به قالب تزریق شوند.

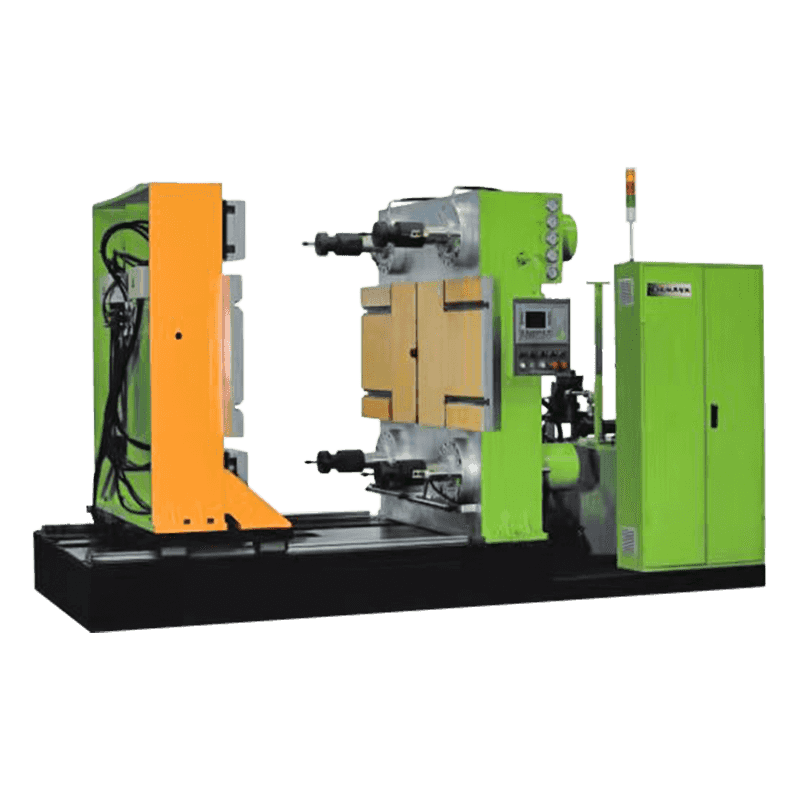
اجزای اصلی یک ماشین قالب گیری تزریقی LSR
یک سیستم قالب گیری تزریقی LSR از چندین زیرسیستم یکپارچه تشکیل شده است که هر یک عملکرد مهمی را در ارائه قطعات سیلیکونی ثابت و بدون نقص انجام می دهند.
واحد پمپاژ و اندازه گیری درام
واحد پمپ درام دو جزء LSR را از درام های اصلی خود با استفاده از صفحات پیرو که روی سطح مواد فشار می آورند تا از بلعیده شدن هوا جلوگیری کند، می کشد. هر جزء از طریق یک پمپ اندازه گیری جداگانه و دقیقاً کالیبره شده - معمولاً یک پمپ دنده ای یا پمپ پیستونی - تغذیه می شود که سرعت جریان حجمی را با دقت بالا کنترل می کند. نسبت بین مولفه A و جزء B در کل عکس دقیقاً 1:1 حفظ می شود. هر گونه انحراف از این نسبت منجر به پخت ناقص، چسبندگی قطعات یا کاهش خواص فیزیکی در قطعه نهایی می شود.
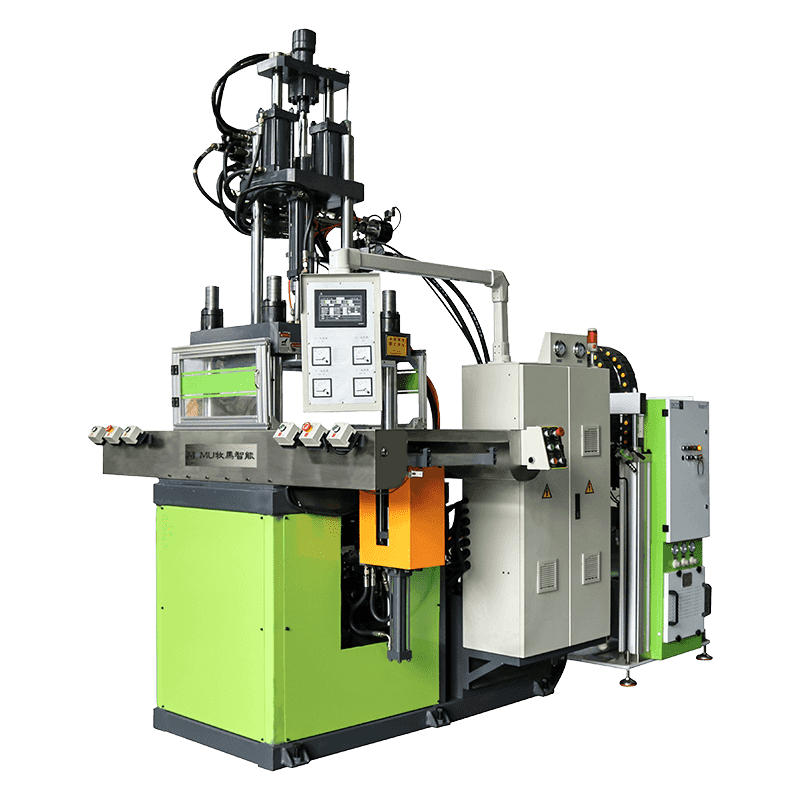
سیستم اختلاط استاتیک و دینامیک
پس از اندازه گیری، دو جزء قبل از ورود به بشکه تزریق از یک سیستم اختلاط عبور می کنند. میکسرهای استاتیک - عناصر مارپیچ در داخل یک لوله - یک عمل تاشو آشفته ایجاد می کند که اجزا را به طور کامل بدون قطعات متحرک مخلوط می کند. برای فرمولاسیون های حساس به رنگ یا غنی از افزودنی، میکسرهای دینامیک با عناصر چرخان ممکن است برای اختلاط فشرده تر استفاده شود. سیستم اختلاط باید یک مخلوط کاملاً همگن و بدون به دام انداختن هوا تولید کند، زیرا هر گونه ضمیمه هوا به صورت حفره یا نقص سطحی در قسمت قالبگیری شده ظاهر میشود.
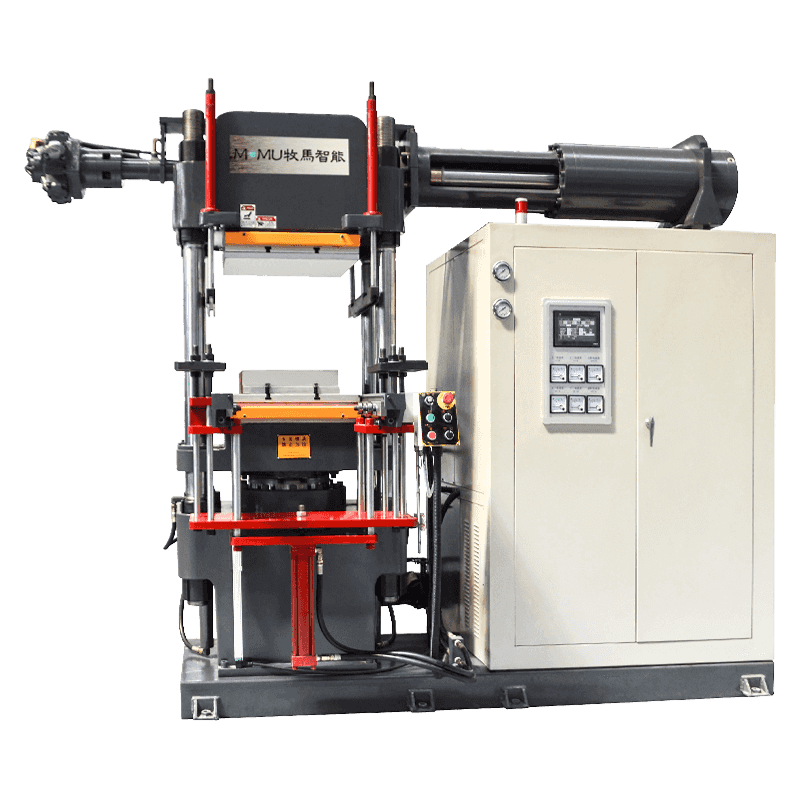
بشکه و پیچ تزریق دونده سرد
بر خلاف ماشینهای ترموپلاستیک که در آنها بشکه گرم میشود، بشکه تزریق LSR - اغلب با آب یا مبرد - خنک میشود تا ماده در طول اندازهگیری و تزریق در زیر دمای فعالسازی خود باقی بماند. پیچ در دستگاه LSR به طور خاص برای جابجایی مواد مایع با ویسکوزیته کم طراحی شده است. معمولاً دارای نسبت تراکم کم و یک شیر قطع کننده در نوک نازل برای جلوگیری از آبریزش سیلیکون با ویسکوزیته پایین بین شلیک ها است. کنترل دمای بشکه بسیار مهم است. حتی یک افزایش جزئی در دمای بشکه می تواند باعث ایجاد اتصالات عرضی زودرس شود که سیستم را مسدود کرده و باعث خرابی پرهزینه می شود.
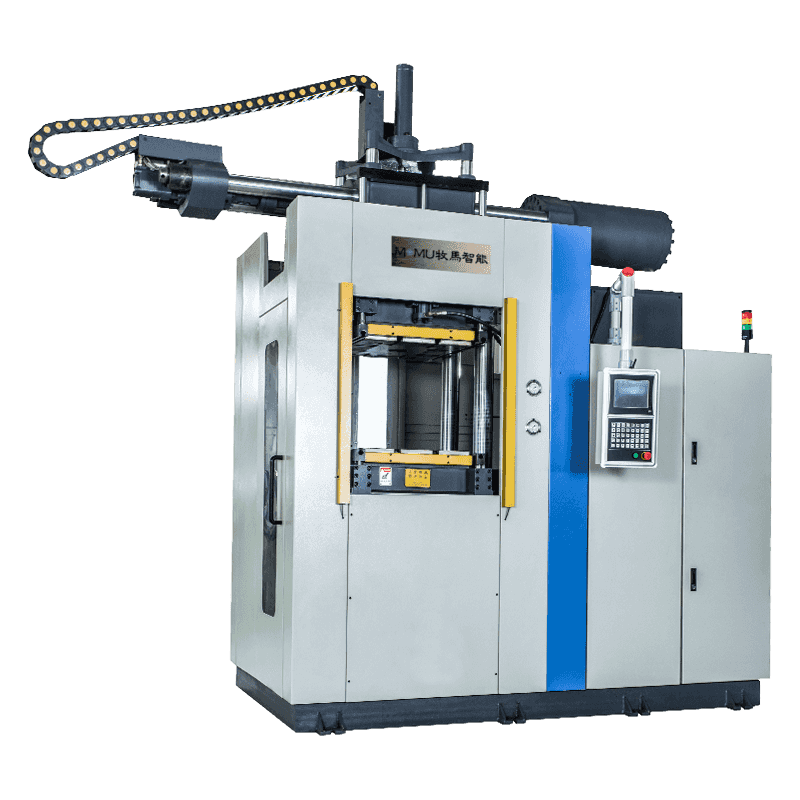
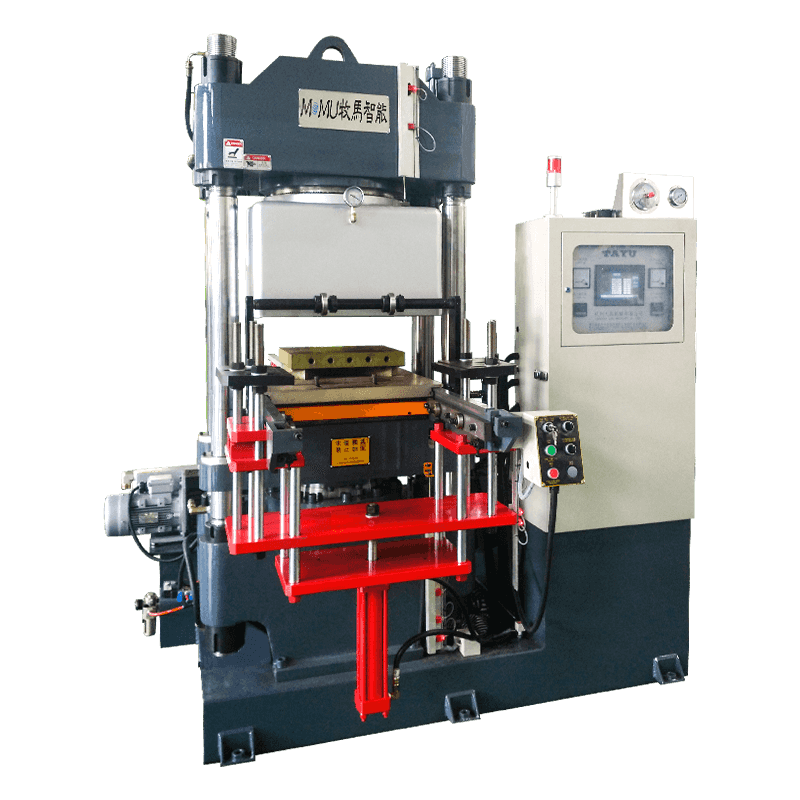
قالب گرم شده و واحد گیره
قالب در ماشین LSR به صورت الکتریکی تا دمای ولکانیزاسیون گرم می شود و با یکنواختی حرارتی محکم در تمام حفره ها نگهداری می شود. واحد گیره - که قالب را در برابر فشار تزریق بسته نگه می دارد - باید نیروی کافی برای جلوگیری از فلاش ایجاد کند، زیرا LSR ویسکوزیته بسیار پایینی دارد و حتی در شکاف های کوچک در خط جداسازی نفوذ می کند. نیروهای بستن برای قالبهای LSR بر اساس سطح قطعه پیشبینیشده و فشار تزریق محاسبه میشوند و معمولاً بسته به تعداد حفرهها و هندسه قطعه در محدوده 50 تا 500 تن هستند.
فرآیند قالب گیری تزریقی LSR مرحله به مرحله
درک توالی عملیات در یک چرخه قالب گیری تزریقی LSR روشن می کند که چرا هر یک از اجزای ماشین به شکلی که هستند طراحی شده اند.
- اندازه گیری مواد: پمپ های درام اجزای A و B را از درام های تغذیه خود می کشند و واحد اندازه گیری آنها را با نسبت حجمی دقیق 1:1 به سیستم اختلاط تحویل می دهد.
- مخلوط کردن: این دو جزء به طور کامل در میکسر استاتیک یا پویا مخلوط می شوند و مخلوطی همگن و بدون حباب آماده برای تزریق تولید می کنند.
- دوز: LSR مخلوط در بشکه تزریق خنکشده اندازهگیری میشود و حجم دقیق شلیک مورد نیاز برای پر کردن تمام حفرهها و سیستم دونده را جمعآوری میکند.
- بسته شدن قالب: قبل از شروع تزریق، واحد بستن قالب را با نیروی گیره کامل بسته و قفل می کند.
- تزریق: پیچ پیشروی می کند و LSR را از طریق سیستم دونده سرد و با سرعت و فشار کنترل شده به داخل حفره های قالب گرم می راند.
- ولکانیزاسیون: قالب گرم شده واکنش اتصال عرضی کاتالیز شده با پلاتین را آغاز می کند. بسته به ضخامت دیواره، درجه مواد و دمای قالب، این قطعه برای یک زمان ماندگاری برنامه ریزی شده در داخل قالب پخت می شود.
- باز کردن قالب و قالب گیری: هنگامی که عمل آوری کامل شد، قالب باز می شود و قطعات خارج می شوند - یا به صورت دستی، توسط پین های اجکتور یا توسط یک سیستم قالب گیری روباتیک. از آنجایی که قطعات LSR انعطاف پذیر هستند، اغلب می توان آنها را از هندسه های پیچیده جدا کرد که با ترموپلاستیک های صلب غیرممکن است.
مقایسه مشخصات ماشین قالب گیری تزریقی LSR
| مشخصات | محدوده معمولی | اهمیت |
| نیروی بستن | 50-500 تن | از فلاش در LSR کم ویسکوزیته جلوگیری می کند |
| دمای بشکه | 5 تا 25 درجه سانتی گراد (سرد شده) | از پخت زودرس در بشکه جلوگیری می کند |
| دمای قالب | 150 تا 220 درجه سانتی گراد | سرعت پخت و خواص قطعه را کنترل می کند |
| دقت نسبت اندازه گیری | ± 0.5٪ یا بهتر | درمان کامل و مداوم را تضمین می کند |
| حجم شات | 0.1 سانتی متر³ - 3000 سانتی متر³ | اندازه قطعه و تعداد حفره را تعیین می کند |
| زمان چرخه درمان | 15 تا 90 ثانیه | بر توان عملیاتی و هزینه تولید تأثیر می گذارد |
| تعداد حفره ها | 1-128 | مقیاس خروجی برای تولید با حجم بالا |
صنایع و کاربردهایی که به ماشینهای قالبگیری تزریقی LSR متکی هستند
ترکیب منحصر به فرد خواص LSR - زیست سازگاری، پایداری حرارتی از -60 درجه سانتیگراد تا بیش از 200 درجه سانتیگراد، عایق الکتریکی، مقاومت شیمیایی، و شفافیت نوری در درجه های خاص - آن را به ماده انتخابی در طیف گسترده ای از صنایع سخت تبدیل می کند.
تجهیزات پزشکی و بهداشتی
LSR به طور گسترده در کاربردهای پزشکی استفاده می شود زیرا می توان آن را بدون تخریب توسط اتوکلاو، اشعه گاما یا اکسید اتیلن استریل کرد. ماشینهای قالبگیری تزریقی LSR اجزایی مانند ماسکهای تنفسی، درپوش سرنگ، نوک کاتتر، مهر و موم قابل کاشت، لوله پمپ پریستالتیک و محصولات تغذیه نوزاد را تولید میکنند. فرمولهای LSR درجه پزشکی استانداردهای زیست سازگاری ISO 10993 را برآورده میکنند و ماهیت بسته و بدون آلودگی فرآیند قالبگیری تزریقی، آن را برای تولید اتاق تمیز مناسب میسازد.
قطعات خودرو
در بخش خودرو، LSR برای چکمه های شمع، مهر و موم گیره، مهر و موم اتصال، واشر و محفظه حسگر استفاده می شود که باید در برابر نوسانات شدید دما و قرار گرفتن در معرض روغن و سوخت مقاومت کند. پایداری حرارتی بالای LSR آن را بسیار مناسبتر از لاستیک معمولی برای اجزای محفظه موتور میسازد که باید از شروع سرد تا دمای کار بالا عملکرد قابلاطمینانی داشته باشند.
لوازم الکترونیکی مصرفی و پوشیدنی
نوارهای ساعت هوشمند، نوک هدفون، غشای دکمهها، مهر و موم ضد آب برای گوشیهای هوشمند، و غشای کلیدهای صفحه کلید معمولاً با استفاده از قالبگیری تزریقی LSR تولید میشوند. توانایی قالبگیری LSR در هندسههای پیچیده با تحملهای دقیق - و در هر رنگی - آن را برای محصولات مصرفی که هم عملکرد و هم زیباییشناسی اهمیت دارند، ایدهآل میکند.
نوزادان و محصولات تماس با غذا
نوک سینههای شیشه کودک، پستانکها، دندانگیرها و مهر و مومهای مخصوص مواد غذایی برای لوازم آشپزخانه در LSR تولید میشوند، زیرا این ماده فاقد BPA، فتالات و سایر نرمکنندههای مضر است. در برابر چرخههای استریلسازی مکرر مقاومت میکند، انعطافپذیری را در دماهای پایین حفظ میکند و طعمها یا بوها را جذب نمیکند - همه خواص حیاتی برای کاربردهای تماس با غذا و نوزادان.
عواملی که هنگام انتخاب ماشین قالب گیری تزریقی LSR باید در نظر گرفته شود
انتخاب درست دستگاه قالب گیری تزریق LSR نیاز به ارزیابی دقیق نیازهای تولید خاص، ویژگی های مواد و اهداف کیفی شما دارد. خرید دستگاه نامناسب برای برنامه شما منجر به نقص کیفیت، ضایعات بیش از حد و مشکل در رسیدن به اهداف تولید می شود.
- اندازه قطعه و وزن شات: واحد تزریق دستگاه باید اندازه ای داشته باشد تا حجم شات دقیق مورد نیاز برای تعداد قطعه و حفره شما را ارائه دهد. واحدهای تزریق بزرگ، دقت دوز را برای قطعات کوچک کاهش می دهند. واحدهای کوچک نمی توانند قالب های بزرگ یا چند حفره ای را پر کنند.
- دقت اندازه گیری: برای کاربردهای حیاتی مانند قطعات پزشکی یا تماس با غذا، دقت اندازه گیری ± 0.5٪ یا بهتر مورد نیاز است. مشخصات سیستم اندازه گیری را تأیید کنید و داده های مستند قابلیت فرآیند را از تامین کننده بخواهید.
- سیستم دونده سرد یا پسماند: سیستمهای دونده سرد برای LSR (که مواد رانر را خشک نشده و قابل بازیافت یا تزریق مجدد نگه میدارد) به میزان قابل توجهی ضایعات مواد را کاهش میدهد و در ماشینهای تولیدی با حجم بالا استاندارد هستند. سازگاری سیستم رانر با طراحی قالب خود را تأیید کنید.
- سازگاری اتاق تمیز: برای تولید دستگاه های پزشکی، دستگاه باید با نصب اتاق تمیز - سطوح فولادی ضد زنگ یا پوشش داده شده، حداقل تولید ذرات و سازگاری با روپوش اتاق تمیز و پروتکل های دسترسی سازگار باشد.
- ادغام اتوماسیون: تولید LSR با حجم بالا به طور قابل توجهی از قالبگیری رباتیک یکپارچه، سیستمهای بازرسی بینایی و جابجایی قطعات مبتنی بر نوار نقاله سود میبرد. قبل از خرید، سازگاری رابط دستگاه را با الزامات اتوماسیون خود تأیید کنید.
- قابلیت تهویه خلاء: برای قطعاتی که به کیفیت سطح استثنایی نیاز دارند یا برای پردازش LSR درجه نوری، حفره قالب باید قبل از تزریق تخلیه شود تا هوای به دام افتاده خارج شود. اگر برای برنامه شما لازم است، اطمینان حاصل کنید که طراحی ماشین و قالب از تهویه خلاء پشتیبانی می کند.
مزایای ماشین های قالب گیری تزریقی LSR نسبت به روش های جایگزین پردازش سیلیکون
قالبگیری تزریقی LSR با قالبگیری فشرده و قالبگیری انتقالی به عنوان روشهایی برای تولید قطعات لاستیکی سیلیکونی رقابت میکند. هر روشی جایگاه خود را دارد، اما قالبگیری تزریقی LSR مزایای قابل توجهی را برای تولید قطعات دقیق با حجم متوسط تا بالا ارائه میکند.
- زمان چرخه: زمانهای چرخه قالبگیری تزریقی LSR بهطور قابلتوجهی کوتاهتر از قالبگیری فشردهای است، بهویژه برای قطعات دیواره نازک، که توان عملیاتی بسیار بالاتری را در هر جابجایی ممکن میسازد.
- سازگاری ابعادی: فرآیند تزریق خودکار بسته و خودکار، تحملهای ابعادی بسیار محکمتری نسبت به فرآیندهای فشردهسازی قالب باز ایجاد میکند، که تحت تأثیر تنوع اپراتور در قرار دادن مواد و بسته شدن قالب قرار میگیرد.
- ضایعات مواد: سیستمهای تزریق دونده سرد LSR تقریباً ضایعات مواد را به صفر میرسانند، زیرا مواد دونده خشک نشده دوباره تزریق میشوند. قالبگیری فشردهسازی و انتقالی ضایعات فلاش و دونده قابل توجهی تولید میکند.
- پتانسیل اتوماسیون: قالبگیری تزریقی LSR کاملاً با اتوماسیون رباتیک سازگار است و امکان تولید چراغهای خاموش را برای قطعات با حجم بالا فراهم میکند. قالب گیری فشاری ذاتاً کار فشرده تر است.
- قالب گیری چند جزئی: دستگاه قالب گیری تزریق LSRs can be configured for two-shot or overmolding processes, bonding LSR directly onto thermoplastic substrates in a single production step — impossible with compression molding.
ملاحظات تعمیر و نگهداری و عملیاتی برای ماشین های LSR
ماشینهای قالبگیری تزریقی LSR برای جلوگیری از تجمع مواد، پخت در داخل بشکه و رانش اندازهگیری نیاز به تعمیر و نگهداری منظم دارند. در پایان هر دوره تولید، سیستم تحویل مواد باید به طور کامل با یک عامل فلاشینگ یا پایه سیلیکونی خنثی پاک شود تا تمام LSR مخلوط شده قبل از اینکه در داخل خطوط، میکسر یا بشکه خشک شود، پاک شود. سیلیکون پخته شده در داخل سیستم تزریق بسیار دشوار است و معمولاً نیاز به جداسازی کامل اجزای آسیب دیده دارد.
پمپ های اندازه گیری باید به طور منظم - حداقل در طول هر تغییر مواد - کالیبره شوند تا اطمینان حاصل شود که نسبت 1:1 به طور دقیق حفظ می شود. کنترلکنندههای دمای قالب و عناصر گرمایشی باید بهطور دورهای از نظر رانش کالیبراسیون و ایجاد نقطههای داغ بررسی شوند، زیرا دمای ناهموار قالب باعث درمان ناسازگار و تاب برداشتن قطعات میشود. با وجود پروتکلهای نگهداری مناسب، یک دستگاه قالبگیری تزریقی LSR که به خوبی مشخص شده است، خروجی تولید قابل اعتماد و با کیفیت را برای سالهای متمادی ارائه خواهد کرد.