چرا انتخاب مطبوعات نادرست بیش از آنچه فکر می کنید هزینه دارد؟
خرید دستگاه قالب گیری تزریق پلاستیک یکی از سرمایه برترین تصمیماتی است که یک سازنده می تواند اتخاذ کند. انتخاب اشتباه صرفاً به معنای دستگاهی نیست که عملکرد ضعیفی دارد - به معنای تنگناهای تولید، قطعات اسقاط شده، قبوض بیش از حد انرژی و مقاومسازی پرهزینه است. چه در حال راهاندازی یک مرکز جدید یا توسعه یک مرکز موجود هستید، یک رویکرد خرید ساختاریافته بر اساس نیازهای واقعی تولید شما را از شگفتیهای گران نجات میدهد. این راهنما شما را از طریق همه عوامل مهم برای ارزیابی قبل از امضای سفارش خرید راهنمایی می کند.
ابتدا انواع ماشین های اصلی را بشناسید
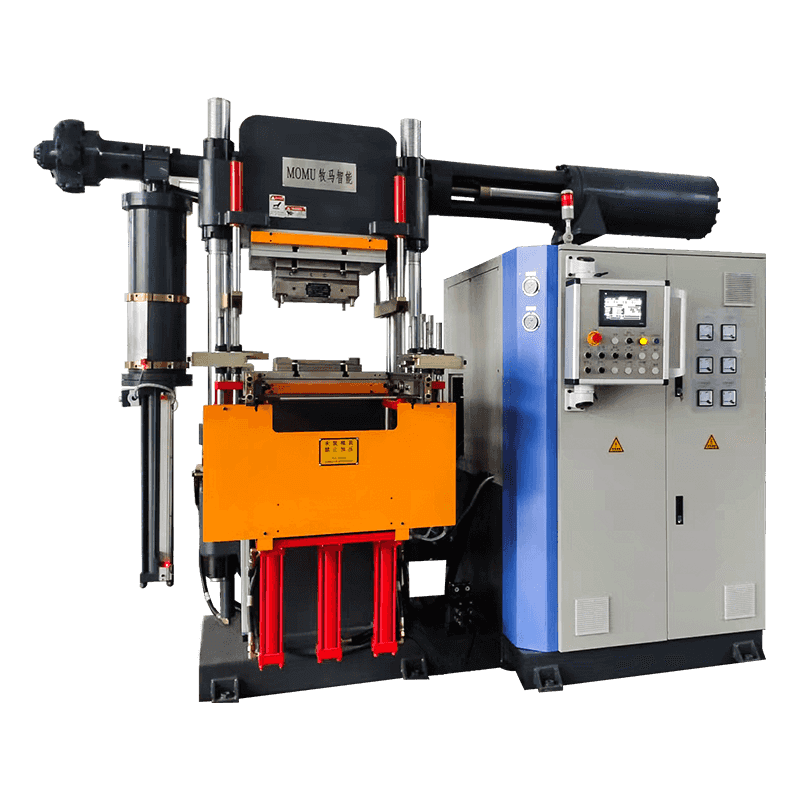
نه همه ماشین های قالب گیری تزریقی به همین ترتیب ساخته می شوند. سه نوع سیستم محرکه اصلی - هیدرولیک، الکتریکی و هیبریدی - هر کدام برای محیطهای تولید متفاوت هستند. دانستن تفاوت های آنها نقطه شروع هر ارزیابی جدی است.
ماشین آلات هیدرولیک
پرس های هیدرولیک موتور سنتی این صنعت هستند. آنها نیروی گیره بالایی را با قیمت خرید نسبتاً پایین ارائه می دهند که آنها را برای کاربردهای سنگین یا با تناژ بالا جذاب می کند. با این حال، آنها انرژی بیشتری مصرف می کنند و به دلیل سیستم های روغن، آب بندی و پمپ های هیدرولیک نیاز به نگهداری بیشتری دارند. آنها برای قطعات بزرگ، قطعات دیواره ضخیم و کاربردهایی که قابلیت تکرار دقیق در درجه دوم قدرت خام قرار دارد، مناسب هستند.
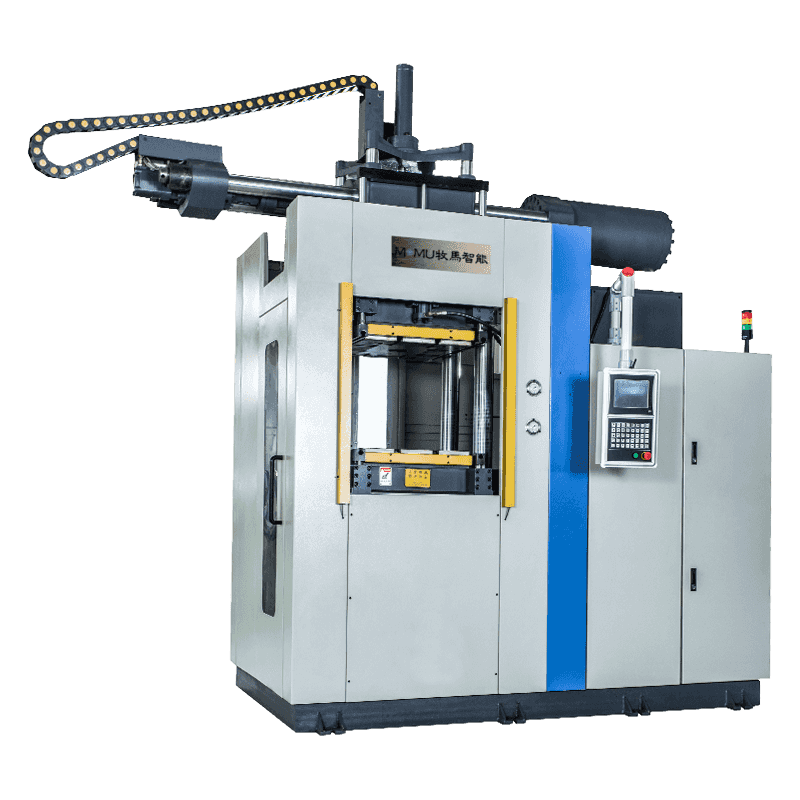
ماشین آلات تمام الکتریکی
ماشینهای الکتریکی از موتورهای سروو برای هر محور حرکتی استفاده میکنند که تکرارپذیری استثنایی، زمانهای چرخه سریعتر و مصرف انرژی بهطور قابلتوجهی پایینتر را ارائه میکنند - اغلب 30 تا 70٪ کمتر از معادلهای هیدرولیک. آنها برای قطعات با دقت بالا، قطعات پزشکی، کاربردهای نوری و محیط های اتاق تمیز انتخاب ارجح هستند. هزینه اولیه بالاتر است، اما هزینه کل مالکیت اغلب در یک افق 10 ساله کمتر است.
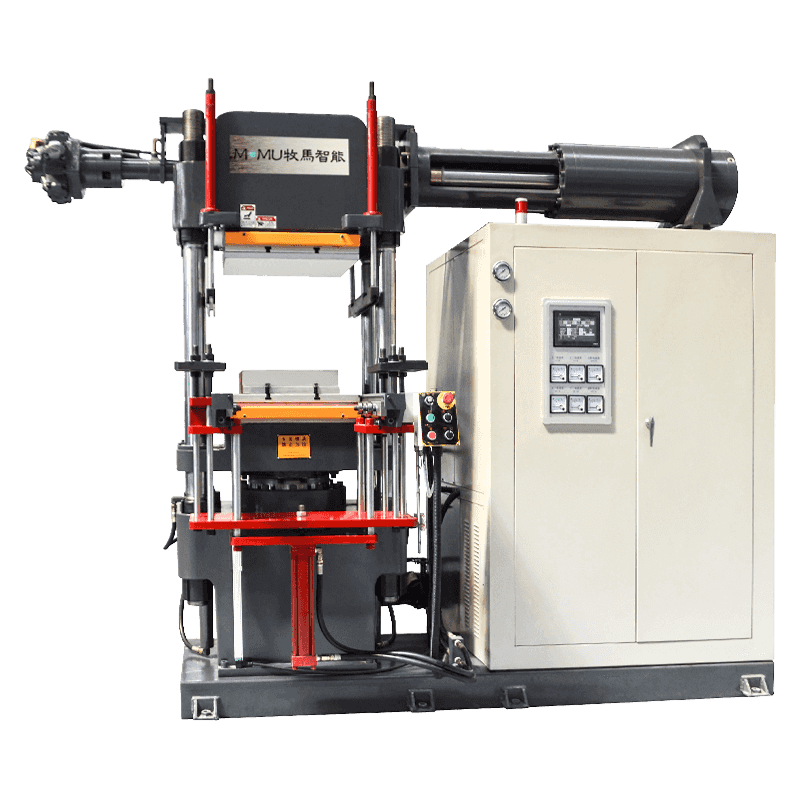
ماشین های هیبریدی
ماشین های هیبریدی یک واحد تزریق سروو الکتریک را با یک سیستم گیره هیدرولیک یا بالعکس ترکیب می کنند. آنها تعادل متعادلی بین قدرت هیدرولیک و کارایی انرژی و دقت درایوهای الکتریکی ارائه می دهند. آنها یک حد وسط عملی برای مغازه هایی هستند که دارای هندسه ها و مواد مختلف قطعات هستند.

نیروی بستن: عددی که همه روی آن تمرکز می کنند
نیروی بستن، که بر حسب تن اندازه گیری می شود، نیرویی است که دستگاه برای بسته نگه داشتن قالب در طول تزریق اعمال می کند. انتخاب نیروی گیره ناکافی باعث فلاش می شود - جایی که پلاستیک مذاب از خط جداسازی قالب فرار می کند - در حالی که بزرگ شدن دستگاه باعث هدر رفتن انرژی و فضای کف می شود.
قاعده کلی استاندارد 2 تا 5 تن نیروی گیره در هر اینچ مربع از سطح قسمت پیش بینی شده، بسته به ماده در حال پردازش است. مواد با ویسکوزیته بالا مانند PC یا ABS معمولاً به انتهای بالای آن محدوده نیاز دارند. برای محاسبه تناژ مورد نیاز:
- کل مساحت پیش بینی شده تمام حفره ها به اضافه دونده ها در قالب (به اینچ مربع) را تعیین کنید.
- در ضریب فشار حفره توصیه شده ماده (معمولاً 2 تا 5 تن در هر مربع) ضرب کنید.
- برای در نظر گرفتن سایش قالب و تغییرات فرآیند، یک حاشیه ایمنی 10 تا 20 درصد اضافه کنید.
به عنوان مثال، قطعه ای با مساحت پیش بینی شده 20 اینچ که در پلی پروپیلن قالب گیری شده است (ماده ای با ویسکوزیته نسبتاً کم در 2 تا 3 تن در هر متر مربع) تقریباً به 40 تا 60 تن نیروی گیره نیاز دارد که محدوده هدف 55 تا 70 تن را با بافر ایمنی اعمال شده به شما می دهد.
اندازه شات و مشخصات واحد تزریق
اندازه شات به حداکثر حجم پلاستیکی که دستگاه می تواند در یک چرخه تزریق کند اشاره دارد. باید با وزن قطعه و تعداد حفره های قالب شما مطابقت داشته باشد. نکته مهم این است که شما باید بین 20 تا 80 درصد حداکثر ظرفیت شات دستگاه را برای هر دوره تولیدی استفاده کنید. کارکردن یک ماشین به طور مداوم زیر 20 درصد ظرفیت منجر به تخریب مواد در بشکه به دلیل زمان ماند بیش از حد می شود. دویدن بالای 80 درصد، پر شدن و تغییرات ابعادی ناسازگار را به دنبال دارد.
پارامترهای واحد تزریق اضافی برای ارزیابی عبارتند از:
- فشار تزریق: به طور معمول 20000-30000 psi برای مواد استاندارد. رزین های مهندسی با جریان بالاتر ممکن است به مقدار بیشتری نیاز داشته باشند.
- سرعت تزریق: برای قطعات جدار نازک با طول جریان زیاد، سرعت تزریق سریعتر مورد نیاز است.
- نسبت L/D پیچ: نسبت طول به قطر 20:1 استاندارد است. ترکیبات پر از الیاف یا ساینده ممکن است به هندسه پیچ خاصی نیاز داشته باشند.
سازگاری مواد: دستگاه را با رزین خود مطابقت دهید
رزینی که شما اجرا می کنید، مشخصات دستگاه زیادی را دیکته می کند. پلیمرهای مختلف به دمای بشکه، طرح پیچ، پیکربندی نازل و سطوح مقاومت در برابر خوردگی متفاوتی نیاز دارند. جدول زیر ملاحظات کلیدی برای خانواده های مواد رایج را خلاصه می کند:
| مواد | محدوده دمای بشکه | الزامات ویژه |
| پلی پروپیلن (PP) | 200-280 درجه سانتیگراد | پیچ استاندارد، بدون نیاز به آستر خاصی |
| پلی کربنات (PC) | 280-320 درجه سانتیگراد | فشار تزریق بالا، خشک شدن کامل |
| پی وی سی | 160-200 درجه سانتیگراد | بشکه و پیچ مقاوم در برابر خوردگی |
| نایلون پر شده با شیشه | 260-300 درجه سانتیگراد | بشکه دو فلزی مقاوم در برابر سایش، پیچ هواکش |
| TPE / TPU | 180-230 درجه سانتیگراد | پیچ کم فشار، کنترل دقیق فشار برگشتی |
اگر تولید شما شامل مواد خورنده مانند PVC یا فلوروپلیمرها است، سرمایه گذاری در بشکه دو فلزی یا سخت اختیاری نیست - این یک محافظت اساسی برای سرمایه گذاری تجهیزات شما است.
سازگاری با اندازه و قالب
صفحه، سطح نصبی است که قالب شما را نگه می دارد. قبل از خرید هر ماشینی، بررسی کنید که قالب های موجود یا برنامه ریزی شده شما از نظر فیزیکی با ابعاد صفحه مطابقت دارند. اندازهگیریهای کلیدی شامل فاصله بین میلههای اتصال (فضای باز بین چهار ستون راهنما)، حداقل و حداکثر ضخامت قالبی که دستگاه میتواند در خود جای دهد، و باز شدن نور روز (حداکثر فاصله بین صفحات در حالت کاملاً باز) است که باید به اندازه کافی بزرگ باشد تا قطعه را خارج کند.
اگر قبل از نهایی کردن طرحهای قالب خود، ماشینی را خریداری میکنید، از بزرگترین قالب پیشبینیشده خود به عنوان معیار استفاده کنید و اطمینان حاصل کنید که فاصله میلههای اتصال به آن اجازه میدهد بدون تداخل سوار شود.
ارزیابی سیستم کنترل و آمادگی اتوماسیون
ماشین های قالب گیری تزریقی مدرن سیستم های کنترل فرآیند پیچیده ای هستند. کیفیت کنترلر تعیین می کند که چقدر می توانید یک فرآیند را بهینه سازی و تکرار کنید. به دنبال کنترلهایی باشید که کنترل حلقه بسته را روی سرعت تزریق، فشار و موقعیت ارائه میدهند - نه فقط تنظیمات حلقه باز. ماشینهایی با نظارت بر فرآیند در زمان واقعی و توانایی ثبت دادههای چرخه برای سیستمهای مدیریت کیفیت مانند ISO 13485 یا IATF 16949 ضروری هستند.
همچنین قابلیت های یکپارچه سازی دستگاه را ارزیابی کنید. آیا از رابط های استاندارد روبات (Euromap 67 یا Euromap 12) پشتیبانی می کند؟ آیا می تواند از طریق OPC-UA یا پروتکل های مشابه به MES یا ERP کارخانه شما متصل شود؟ همانطور که اتوماسیون و اتصال صنعت 4.0 به انتظارات پایه تبدیل می شوند، ماشینی بدون درگاه های ارتباطی باز به سرعت در یک محیط طبقه مدرن به یک مسئولیت تبدیل می شود.
هزینه کل مالکیت فراتر از قیمت استیکر
قیمت خرید تنها کسری از هزینه ای است که یک دستگاه در طول عمر عملیاتی خود برای شما هزینه می کند. هنگام مقایسه قیمتها، یک مدل کامل هزینه مالکیت بسازید که شامل مصرف انرژی، فواصل نگهداری پیشگیرانه و هزینه قطعات، در دسترس بودن و هزینه پشتیبانی خدمات محلی، الزامات آموزش اپراتور، و هزینه از کار افتادن در صورت خرابی دستگاه است. ماشینی با قیمت 15 درصد کمتر از رقیب ممکن است دو برابر مصرف انرژی داشته باشد یا به قطعات اختصاصی پرهزینه ای نیاز داشته باشد که فقط از تامین کنندگان خارج از کشور با مدت زمان طولانی در دسترس هستند.
اطلاعات مصرف انرژی را برای اندازه شات و سناریو زمان چرخه خاص خود از سازنده درخواست کنید. به ویژه برای ماشین های تمام الکتریکی، داده های انرژی تایید شده از یک منبع مستقل وزن بیشتری نسبت به ادعاهای بازاریابی دارد. از مشتریان فعلی که برنامههای مشابه را اجرا میکنند، مرجع بخواهید و قبل از انجام تعهد، مستقیماً با آنها تماس بگیرید.
ماشینهای جدید در مقابل ماشینهای دست دوم: جایی که معاملهها واقعاً در آن قرار دارند
ماشین های دست دوم می توانند صرفه جویی قابل توجهی در سرمایه داشته باشند، اما مشخصات ریسک اساساً با خرید جدید متفاوت است. یک پرس هیدرولیک خوب نگهداری شده از یک برند معتبر در صورت بازرسی مناسب می تواند سال ها خدمات قابل اعتماد ارائه دهد. موارد کلیدی برای بررسی در هر ماشین استفاده شده عبارتند از: وضعیت بشکه و پیچ، وضعیت آب بندی و پمپ هیدرولیک، کالیبراسیون و عملکرد سیستم کنترل، و یکپارچگی ساختاری میله های اتصال و سطوح صفحه.
برای کاربردهای با دقت بالا یا تنظیمشده - دستگاههای پزشکی، قطعات در تماس با غذا، یا اجزای ایمنی خودرو - ضمانتهای ردیابی و گارانتی یک دستگاه جدید اغلب از صرفهجویی در هزینه اولیه خرید استفاده شده بیشتر است. در تولید کالاهای با حجم بالا، جایی که تلورانسها بخشندهتر هستند، یک ماشین بازسازیشده از یک تامینکننده شناختهشده میتواند یک انتخاب مالی مناسب باشد.
اتخاذ تصمیم نهایی
ماشین قالب گیری تزریقی مناسب دستگاهی است که با هندسه قطعه، نیازهای مواد، حجم تولید و استانداردهای کیفیت مطابقت دارد - نه فقط دستگاهی که کمترین قیمت را به ازای هر تن نیروی گیره دارد. مشخصات خود را از قسمت بیرونی بسازید: با رزین و اندازه قطعه شروع کنید، نیروی گیره و اندازه شات مورد نیاز خود را محاسبه کنید، کیفیت و نیازهای اتوماسیون خود را مشخص کنید، و سپس گزینه های ماشین را بر اساس این نیازها ارزیابی کنید. سازندگان قالب و مهندسان فرآیند خود را زودتر درگیر کنید و قبل از نهایی کردن خرید، به آزمایشهای فنی روی ماشینهای کاندید با استفاده از مواد واقعی خود نیاز دارید. ماشینی که فقط با مشخصات خریداری می شود یک قمار است. ماشینی که روی فرآیند شما ثابت شده است یک سرمایه گذاری است.