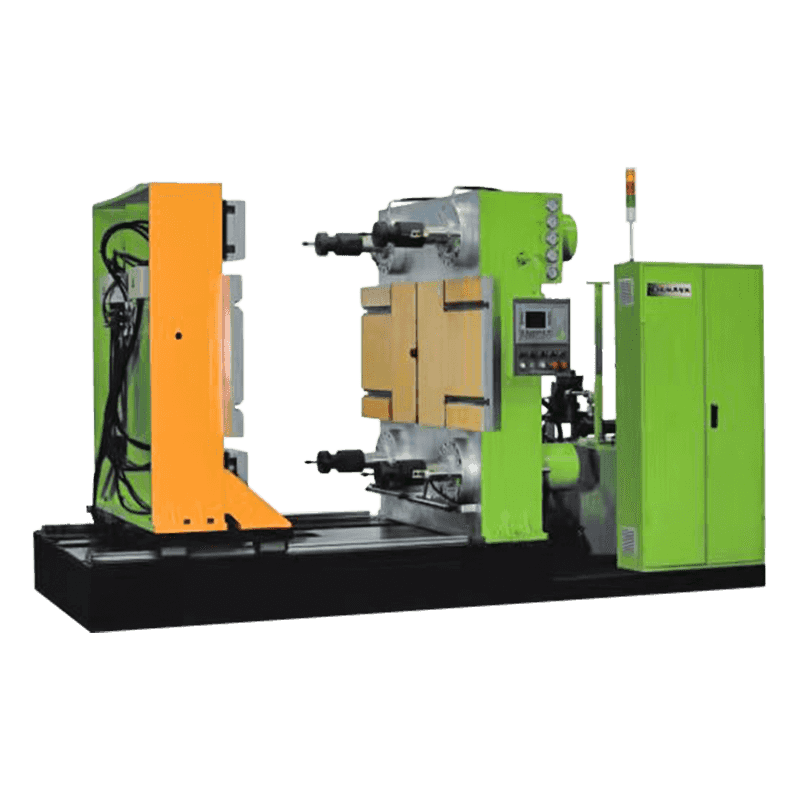
چگونه ماشین قالب گیری تزریق لاستیک کار می کند
A دستگاه قالب گیری تزریق لاستیک ترکیبات لاستیکی خام را با وارد کردن مواد لاستیکی گرم شده و پلاستیکی شده تحت فشار بالا به داخل یک حفره قالب بسته پردازش می کند و در آنجا به یک جامد پایدار و الاستیک تبدیل می شود - از نظر شیمیایی به صورت متقاطع ایجاد می شود. بر خلاف قالب گیری تزریقی ترموپلاستیک، که مواد مشابه را ذوب و دوباره ذوب می کند، قالب گیری تزریقی لاستیک متکی به یک واکنش ولکانیزاسیون برگشت ناپذیر است که توسط گرما و زمان ایجاد می شود. هنگامی که لاستیک در داخل قالب خشک شد، نمی توان آن را دوباره ذوب یا اصلاح کرد، به این معنی که قبل از شروع تولید کامل، تمام پارامترهای فرآیند باید به درستی شماره گیری شوند.
این فرآیند با وارد شدن ترکیب لاستیکی به واحد پلاستیک سازی ماشین - معمولاً یک مجموعه پیچ و بشکه - شروع می شود، جایی که تا دمای پیش گرمایش با دقت کنترل شده، معمولاً بین 70 درجه سانتیگراد تا 100 درجه سانتیگراد گرم می شود، که باعث می شود بدون ایجاد ولکانیزاسیون زودرس، جریان یابد. چرخش پیچ ترکیب را همگن می کند و فشار تزریق ایجاد می کند. هنگامی که قالب بسته می شود و گیره می شود، واحد تزریق لاستیک پلاستیکی شده را از طریق اسپرو، رانرها و دروازه ها به داخل حفره های قالب هدایت می کند. خود قالب تا دمای بالاتر - معمولاً بین 160 درجه سانتیگراد تا 200 درجه سانتیگراد - گرم می شود، جایی که عامل ولکانیزاسیون فعال می شود و لاستیک در یک زمان پخت مشخص قبل از باز شدن قالب و بیرون ریختن قطعه، عمل می کند.
اجزای اصلی و عملکرد آنها
درک نقش عملکردی هر یک از اجزای اصلی به اپراتورها کمک می کند تا مشکلات را تشخیص دهند، تنظیمات فرآیند را بهینه کنند و هنگام مقایسه مشخصات ماشین از سازندگان مختلف تصمیمات آگاهانه بگیرند.
واحد تزریق
واحد تزریق از یک بشکه گرم شده، یک پیچ رفت و برگشتی و یک نازل تشکیل شده است. این پیچ یک هدف دوگانه دارد: برای پلاستیک کردن و انتقال ترکیب لاستیکی به جلو می چرخد، سپس به عنوان یک پیستون عمل می کند تا شات انباشته شده از مواد را به قالب تزریق کند. هندسه پیچ برای لاستیک با آنچه در ماشینهای ترموپلاستیک استفاده میشود متفاوت است - پیچهای لاستیکی معمولاً نسبت تراکم پایینتری دارند و پروازهای کمعمتری دارند تا از ایجاد گرمای اصطکاک بیش از حد که میتواند باعث سوختگی شود، که جوشش زودرس داخل بشکه قبل از رسیدن مواد به قالب است، جلوگیری میکند.
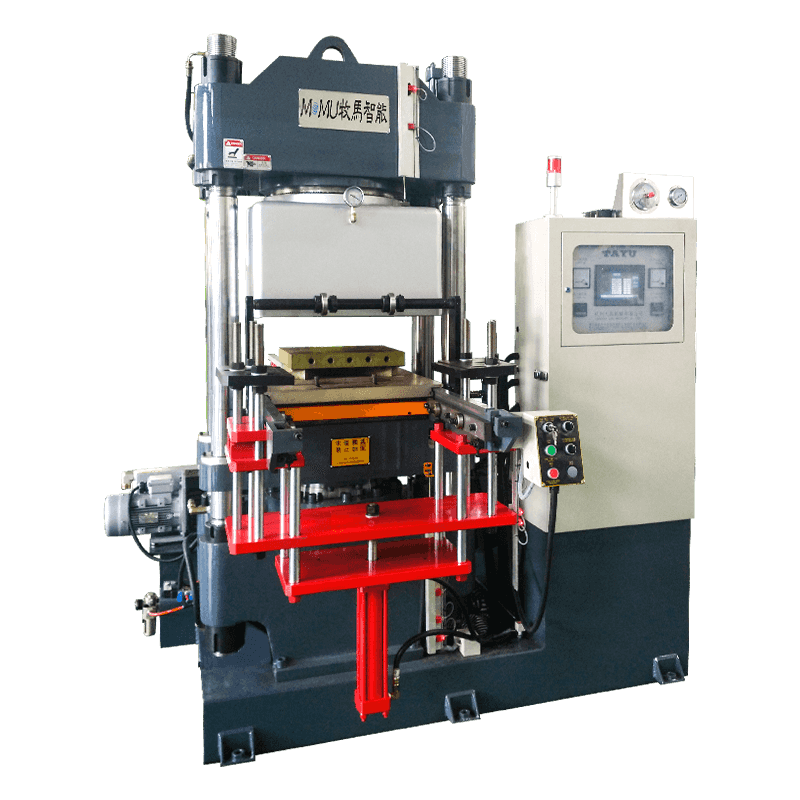
واحد بستن
واحد گیره دو نیمه قالب را در برابر نیروی ایجاد شده توسط فشار تزریق کنار هم نگه می دارد. نیروی بستن بر حسب کیلونیوتون (kN) یا تن اندازه گیری می شود و باید از ناحیه پیش بینی شده حفره های قالب ضرب در فشار تزریق فراتر رود. نیروی گیره ناکافی باعث فلاش می شود - باله های نازک از لاستیک اضافی در خط جدایی - که هزینه را از طریق پیرایش افزایش می دهد و دقت ابعاد قطعه را به خطر می اندازد. اکثر ماشینهای تزریق لاستیک از سیستمهای گیره هیدرولیک استفاده میکنند، اگرچه پیکربندیهای هیدرولیکی با کمک ضامن و مستقیم هر کدام ویژگیهای سرعت و نیرو متفاوتی را ارائه میدهند که برای نیازهای مختلف تولید مناسب است.
قالب و سیستم گرمایش
قالب عنصر ابزاری است که هندسه قطعه تمام شده را مشخص می کند. برای تزریق لاستیک، قالبها - معمولاً با بخاریهای کارتریج الکتریکی یا روغن داغ در گردش - گرم میشوند تا دمای ولکانیزاسیون پایدار در کل سطح حفره حفظ شود. یکنواختی دما در قالب بسیار مهم است: نقاط داغ باعث خشک شدن بیش از حد و خواص مواد می شوند، در حالی که لکه های سرد منجر به قطعات خشک نشده می شوند که در کارکرد خراب می شوند. قالبهای باکیفیت شامل حسگرهای دما هستند که در نزدیکی هر حفره قرار گرفتهاند تا امکان نظارت و تصحیح در زمان تولید را فراهم کنند.
سیستم کنترل
ماشینهای قالبگیری تزریق لاستیک مدرن مجهز به سیستمهای کنترل مبتنی بر PLC یا PC هستند که به اپراتورها اجازه میدهد دستور العملهای کامل فرآیند را که مناطق دمای بشکه، پروفیلهای سرعت تزریق، فشار تزریق، فشار نگهداری، زمان پخت، دمای قالب و توالی تخلیه را پوشش میدهند، برنامهریزی و ذخیره کنند. توانایی ذخیره و یادآوری دستور العمل ها به ویژه در امکانات چند محصولی که در آن ماشین ها به طور منظم بین ترکیبات لاستیکی مختلف و هندسه قطعات جابجا می شوند و هر کدام به مجموعه ای از پارامترهای مجزا نیاز دارند، مهم است.
پارامترهای کلیدی فرآیند که هر اپراتور باید کنترل کند
کیفیت قطعات قالبگیری شده با تزریق لاستیک با نحوه دقیق تنظیم و حفظ پارامترهای فرآیند در طول دوره تولید تعیین میشود. پارامترهای زیر با یکدیگر تعامل دارند، به این معنی که تغییر در یکی اغلب نیاز به تنظیم در سایر پارامترها برای حفظ کیفیت قطعه دارد.
| پارامتر | محدوده معمولی | اثر اگر خیلی کم باشد | اثر اگر خیلی زیاد باشد |
| دمای بشکه | 70 تا 100 درجه سانتی گراد | جریان ضعیف، پر شدن ناقص | سوزش، درمان زودرس |
| دمای قالب | 160 درجه سانتیگراد - 200 درجه سانتیگراد | قطعات ضعیف و ضعیف | درمان بیش از حد، تخریب سطح |
| فشار تزریق | 80-200 مگاپاسکال | عکس های کوتاه، خالی ها | فلاش، آسیب قالب |
| زمان درمان | 30 ثانیه - 10 دقیقه | قطعات چسبنده و کم کار شده | قطعات شکننده و بیش از حد خشک شده |
| سرعت تزریق | خاص برنامه | خطوط بافتنی، پر ناقص | جت کردن، گیر افتادن هوا |
زمان پخت پارامتری است که مستقیم ترین تأثیر را بر زمان چرخه و در نتیجه خروجی تولید دارد. باید با آزمایش رئومتر ترکیب لاستیکی خاص مورد استفاده تعیین شود، زیرا فرمولاسیون های مختلف - لاستیک طبیعی، EPDM، سیلیکون، NBR، نئوپرن - هر کدام سینتیک ولکانیزاسیون خاص خود را دارند. تلاش برای کوتاه کردن زمان پخت فراتر از آنچه که ترکیب شیمیایی اجازه میدهد، منجر به قطعات خشکشدهای میشود که ممکن است بازرسی اولیه را پشت سر بگذارند اما در سرویس دهی پیش از موعد از کار بیفتند.
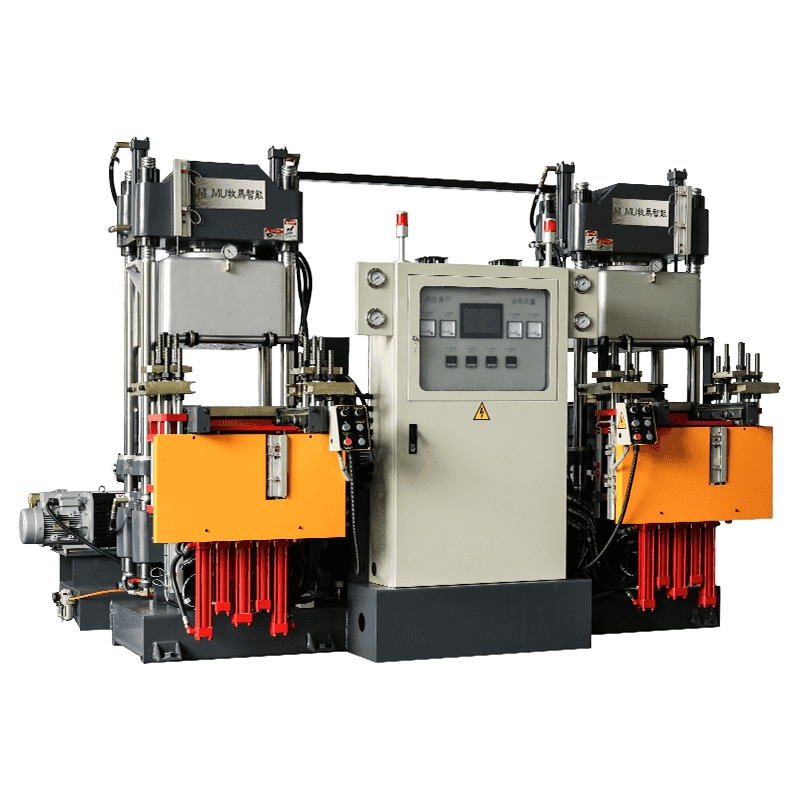
صنایع و کاربردهایی که از این ماشین ها استفاده می شود
ماشینهای قالبگیری تزریقی لاستیک به طیف وسیعی از صنایع خدمت میکنند که در آنها به تلورانسهای ابعادی دقیق، خواص مواد ثابت و حجم تولید بالا به طور همزمان نیاز است. بخش خودرو سهم بزرگی از ظرفیت قالبگیری تزریقی لاستیک جهانی را به خود اختصاص میدهد، تولید مهر و موم، واشر، گرومت، لرزشگیر، حلقههای O، و حذف آب و هوا - اجزایی که باید در محدوده دمایی شدید و عمر طولانی عملکرد قابل اعتمادی داشته باشند. قطعات لاستیکی درجه یک خودرو معمولاً از ترکیبات EPDM، NBR یا سیلیکونی برای مقاومت در برابر سیالات، دما و شرایط محیطی خاص انتخاب می شوند.
صنعت تجهیزات پزشکی یکی دیگر از کاربران عمده قالب گیری تزریقی لاستیک است، به ویژه برای اجزای سیلیکونی. قالبگیری تزریقی لاستیک سیلیکون مایع (LSR) یک نوع تخصصی از فرآیند است که سیستمهای سیلیکونی دو جزئی پخته شده با پلاتین را کنترل میکند و قطعاتی مانند مهر و موم جراحی، اجزای کاتتر، ماسکهای تنفسی و اجزای دستگاه تحویل دارو را تولید میکند. قالبگیری LSR به پیکربندیهای ماشین اختصاصی با بشکههای تزریق خنکشده نیاز دارد - برعکس قالبگیری لاستیکی معمولی - زیرا این ماده در دمای قالب به سرعت عمل میکند، اما برای جلوگیری از ژل شدن زودرس باید در بشکه سرد نگه داشته شود.
- خودرو: مهر و موم درب و پنجره، واشر موتور، جداکننده لرزش، اجزای ترمز، اتصالات شلنگ، و درزهای زیر کاپوت که به مقاومت در برابر حرارت و سیال نیاز دارند.
- پزشکی و دارویی: درپوش های سیلیکونی برای ویال ها، اجزای سرنگ، مهر و موم های قابل کاشت، غشاهای دستگاه تنفسی، و اجزای مدیریت مایع که به زیست سازگاری و مقاومت در برابر استریل شدن نیاز دارند.
- الکترونیک: دکمه های صفحه کلید، مهر و موم کانکتورها، پدهای لرزشگیر، و واشرهای محفظه که از بردهای مدار در برابر رطوبت و شوک مکانیکی محافظت می کنند.
- ماشین آلات صنعتی: مهر و موم هیدرولیک، رینگ های پنوماتیکی، اجزای تسمه نقاله، دیافراگم های پمپ و عناصر کوپلینگ که تحت فشار مکانیکی مداوم کار می کنند.
- کالاهای مصرفی: زیره کفش، دستگیره ها، مهر و موم لوازم آشپزخانه، اجزای محصول کودک و قطعات لوازم ورزشی که کیفیت لمسی و دوام هر دو مهم است.
مقایسه قالب گیری تزریقی لاستیک با قالب گیری انتقالی و فشرده سازی
قالب گیری تزریق لاستیک تنها فرآیند موجود برای تولید قطعات لاستیکی نیست. قالبگیری انتقالی و قالبگیری فشاری جایگزینهای قدیمیتر و سادهتری هستند که همچنان مورد استفاده گسترده قرار میگیرند. درک اینکه هر فرآیند در کجا برتر است به سازندگان کمک می کند تا روش مناسب را برای هندسه قطعه معین، نیاز حجم و بودجه انتخاب کنند.
قالبگیری فشاری یک لاستیک از پیش وزنشده از لاستیک خشک نشده را مستقیماً در یک حفره باز قالب قرار میدهد، سپس قالب را تحت فشار و حرارت هیدرولیک میبندد. این سادهترین و کمهزینهترین گزینه ابزارسازی است، اما در مقایسه با تزریق، سطوح بالاتر فلاش، ثبات ابعادی کمتر و زمانهای چرخه طولانیتر را تولید میکند. برای قطعات بزرگ و ساده با حجم تولید کم که توجیه هزینه ابزار بیشتر از کارایی زمان چرخه اهمیت دارد، کاربردی باقی می ماند. قالبگیری انتقالی از یک گلدان و پیستون برای فشار دادن لاستیک از مخزن از طریق سوراخهای اسپرو به داخل یک قالب بسته استفاده میکند که کنترل ابعادی بهتری نسبت به فشردهسازی ارائه میدهد، اما همچنان مواد زائد را از دیگ انتقال خارج میکند که باید دور ریخته شود. قالبگیری تزریقی بیشتر این ضایعات را تنها با تزریق حجم دقیق شات مورد نیاز از بین میبرد، کوتاهترین و ثابتترین زمانهای چرخه را ارائه میدهد و بالاترین دقت ابعادی را ایجاد میکند - و در هر جایی که حجم قطعات و الزامات کیفی سرمایهگذاری بالاتر ماشین را توجیه میکند، آن را به فرآیند ترجیحی تبدیل میکند.

هنگام انتخاب ماشین قالب گیری تزریق لاستیک چه چیزی را باید ارزیابی کرد
انتخاب ماشین قالب گیری تزریق لاستیک مناسب برای یک کاربرد خاص به جای تمرکز بر روی هر عدد واحدی مانند نیروی گیره یا اندازه شات به صورت مجزا، نیازمند ارزیابی چندین ویژگی وابسته به هم است.
- نیروی بستن: نیروی گیره مورد نیاز را بر اساس ناحیه حفره پیش بینی شده و فشار تزریق مورد انتظار محاسبه کنید. همیشه یک حاشیه ایمنی حداقل 10 تا 15 درصد بالاتر از حداقل محاسبه شده برای در نظر گرفتن تنوع فرآیند در نظر بگیرید.
- حجم شات و قطر پیچ: ظرفیت شات دستگاه باید به راحتی وزن قطعه به اضافه وزن سیستم دونده را بدون تجاوز از 80 درصد حداکثر حجم شات، که همگن شدن مواد را در هر چرخه تضمین میکند، داشته باشد.
- ایمنی سوختگی: طراحی بشکه دستگاه و دقت کنترل دما را ارزیابی کنید. ماشینهایی که برای ترکیبات حساس به گرما یا با پخت سریع در نظر گرفته شدهاند، برای جلوگیری از سوختن نیاز به کنترل دمای بشکه و طرحهای پیچ با زمان ماند کوتاه دارند.
- اندازه صفحه قالب و نور روز: اطمینان حاصل کنید که ابعاد صفحه دستگاه و حداکثر فاصله باز شدن قالب (نور روز) با ابعاد قالب و ارتفاع قطعه در هنگام خروج سازگار است.
- قابلیت سیستم کنترل: برای تسهیلات چند محصولی، ماشینهای دارای ذخیرهسازی دستور غذا، ثبت دادههای پردازش و قابلیت نظارت از راه دور را اولویتبندی کنید تا از قابلیت ردیابی با کیفیت و کاهش زمان راهاندازی بین کارها حمایت کنید.