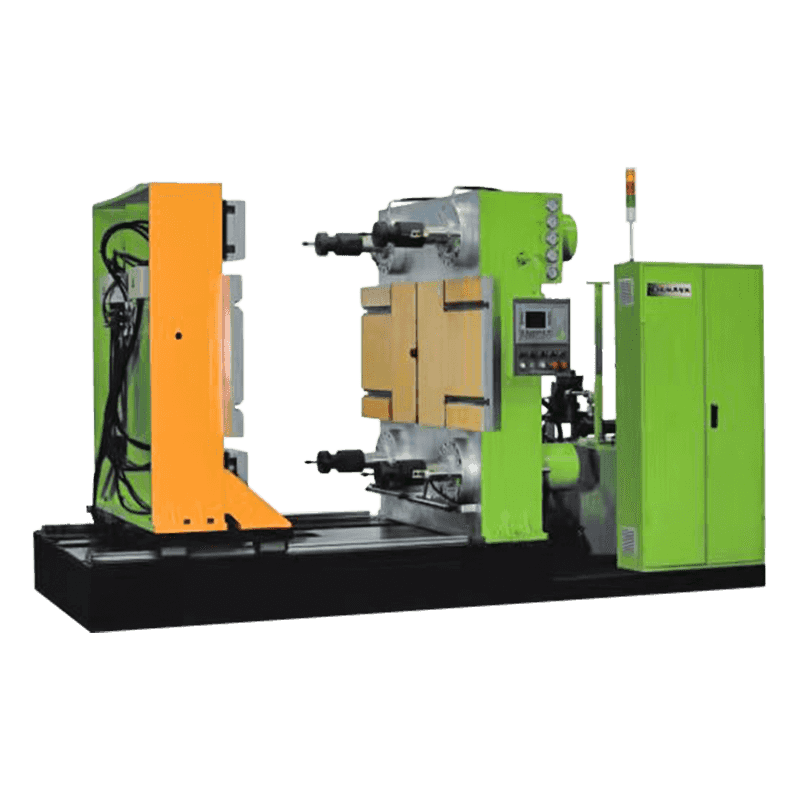
دستگاه قالب گیری تزریقی LSR چیست؟
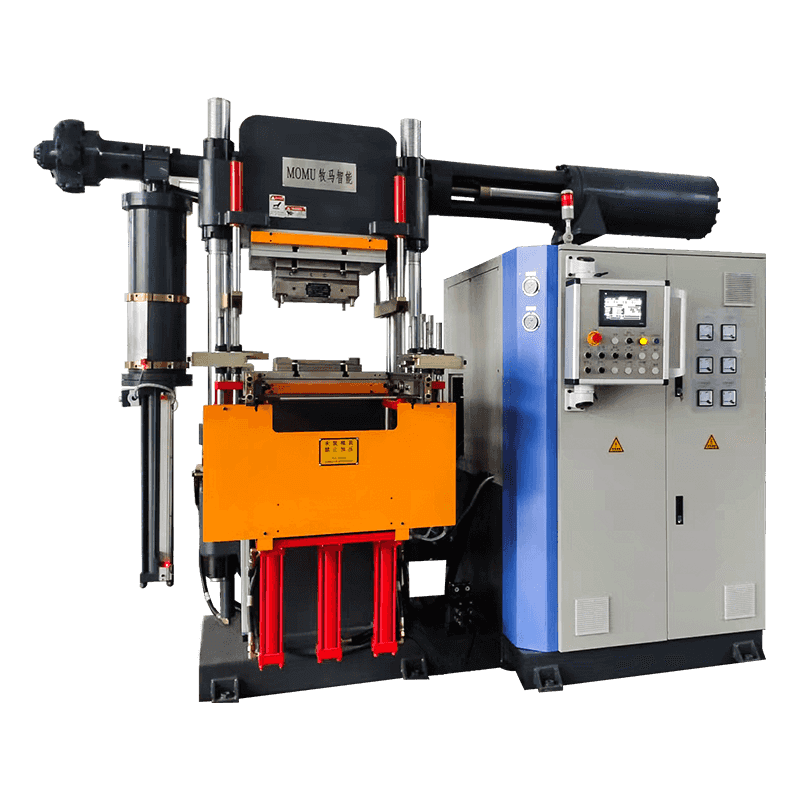
یک دستگاه قالب گیری تزریق LSR یک سیستم تولید تخصصی است که برای پردازش لاستیک سیلیکون مایع (LSR) به قطعات قالب گیری دقیق از طریق یک چرخه تزریق خودکار بسته طراحی شده است. برخلاف قالبگیری تزریقی ترموپلاستیک که گلولههای جامد را ذوب میکند و آنها را به یک قالب خنکشده تزریق میکند، قالبگیری LSR برعکس عمل میکند: سیلیکون مایع دو جزئی در طول تزریق سرد نگه داشته میشود و سپس از طریق یک واکنش ولکانیزاسیون کاتالیز شده با پلاتین در داخل یک قالب گرم شده پخت میشود. این تفاوت اساسی در رفتار مواد تقریباً هر تصمیم طراحی را در ماشین آلات خاص LSR هدایت می کند - از بشکه کنترل شده با دما و سیستم اندازه گیری گرفته تا واحد گیره و ساخت قالب.
ماشینهای LSR در طیف گستردهای از صنایع هر جا که ترکیب سیلیکون از انعطافپذیری، پایداری حرارتی، زیست سازگاری و مقاومت شیمیایی مورد نیاز باشد، استفاده میشوند. وسایل پزشکی، محصولات نوزادی، مهر و موم خودرو، قطعات الکترونیکی مصرفی و غشاهای صنعتی از رایج ترین کاربردها هستند. درک اصول کار ماشین، زیرسیستم های کلیدی و معیارهای انتخاب برای مهندسان و متخصصان تدارکات که توانایی تولید LSR را ارزیابی می کنند ضروری است.
قالب گیری تزریق LSR چگونه کار می کند: فرآیند اصلی
LSR به عنوان یک سیستم دو بخشی عرضه می شود: جزء A حاوی پلیمر پایه و کاتالیزور پلاتین است، در حالی که جزء B حاوی اتصال دهنده و بازدارنده است. این دو جزء در درامهای جداگانه ذخیره میشوند و از طریق یک واحد اندازهگیری و اختلاط - معمولاً یک میکسر استاتیک - تغذیه میشوند که آنها را در نسبت دقیق حجمی 1:1 ترکیب میکند. حفظ دقت نسبت دقیق بسیار مهم است زیرا هر گونه انحراف شیمی پخت را تغییر می دهد و قطعاتی با سختی ناسازگار، پخت ناقص یا چسبندگی سطح تولید می کند.
پس از اختلاط، LSR ترکیبی به یک قالب گرم شده تزریق می شود - معمولاً بین 160 درجه سانتیگراد تا 220 درجه سانتیگراد نگهداری می شود - جایی که کاتالیزور پلاتین باعث ایجاد اتصال عرضی سریع می شود. زمان پخت به هندسه قطعه، ضخامت دیواره و دمای قالب بستگی دارد، اما بیشتر چرخههای تولید از چند ثانیه برای قطعات جدار نازک تا چند دقیقه برای قطعات ضخیمتر متغیر است. از آنجایی که سیلیکون پخته شده با اتصال عرضی اندکی منقبض می شود، طراحی قالب باید این تغییر ابعادی را در نظر بگیرد تا تلورانس های محکمی را در قسمت تمام شده حفظ کند.
خود واحد تزریق باید خنک شود - معمولاً در حدود 10 تا 15 درجه سانتیگراد با آب خنک می شود - تا قبل از اینکه گلوله به قالب برسد از پخت زودرس در بشکه جلوگیری شود. این سیستم رانر سرد، که اغلب در هندسه اسپرو و رانر داخل قالب گسترش مییابد، ضایعات مواد را با نگه داشتن LSR در حالت مایع خشک نشدهاش تا دروازه به حداقل میرساند، سپس اجازه میدهد تا اختلاف حرارت بین دونده سرد و حفره قالب داغ، عمل آوری را دقیقاً در جایی که لازم است آغاز کند.
زیرسیستم های کلیدی یک ماشین قالب گیری تزریقی LSR
واحد اندازه گیری و دوز
واحد اندازه گیری بحرانی ترین زیرسیستم منحصر به فرد برای پردازش LSR است. این دو جزء LSR را از درام های تحت فشار با استفاده از پمپ های پیستونی پنوماتیک یا سروو رانده می کند، نسبت حجمی دقیقی را در طول عکس حفظ می کند و مواد مخلوط را بدون وارد کردن هوا به واحد تزریق می رساند. سیستمهای اندازهگیری سطح بالا به دقت نسبت 0.5 ± در طول دورههای تولید دست مییابند و شامل سنسورهای نظارت مستمر هستند که در صورت انحراف نسبت فراتر از تحمل تنظیمشده، آلارمها را ایجاد میکنند. میکسر استاتیک - یک عنصر مارپیچ غیرفعال که از طریق آن هر دو جزء تغذیه میشوند - به اختلاط همگن بدون قطعات متحرک دست مییابد و نیازهای تعمیر و نگهداری را در مقایسه با جایگزینهای اختلاط دینامیکی کاهش میدهد.

واحد تزریق
واحد تزریق برای LSR از چند جهت مهم با واحدهای ترموپلاستیک متفاوت است. هندسه پیچ از عمق پرواز کم و نسبت فشرده سازی کم استفاده می کند تا از تولید گرمای اصطکاکی که باعث خشک شدن زودرس مواد در بشکه می شود، جلوگیری کند. کل بشکه با یک مدار خنک کننده آب پوشیده شده است. سرعت و فشار تزریق به منظور اطمینان از ویژگیهای پر شدن ثابت در هر شات توسط سروو کنترل میشوند، و واحد تزریق معمولاً در فشارهای بسیار پایینتری نسبت به سیستمهای ترموپلاستیک - معمولاً بین 500 تا 1500 بار - عمل میکند، زیرا ویسکوزیته پایین LSR به نیروی کمتری برای پر کردن حفره قالب نیاز دارد.
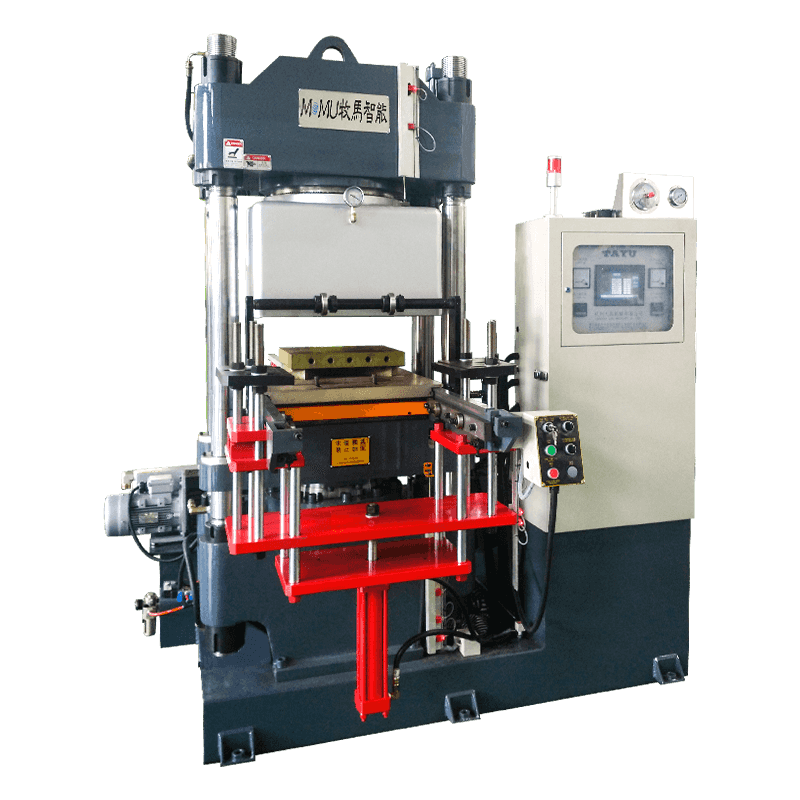
واحد بستن
قالب های LSR در مقایسه با ترموپلاستیک ها به نیروی گیره بسیار بالایی در واحد سطح قطعه پیش بینی شده نیاز دارند، زیرا ویسکوزیته پایین LSR به این معنی است که اگر نیروی گیره ناکافی باشد، حتی در حداقل شکاف های خط جداکننده چشمک می زند. سیستمهای ضامن و گیره هیدرولیک هر دو مورد استفاده قرار میگیرند و ماشینهای تمام الکتریکی به دلیل تمیزی، تکرارپذیری و بهرهوری انرژی بیشتر در محیطهای اتاق تمیز ترجیح داده میشوند. نیاز نیروی گیره بر اساس فشار حفره ضرب در ناحیه پیش بینی شده قطعه به اضافه سیستم دونده محاسبه می شود.
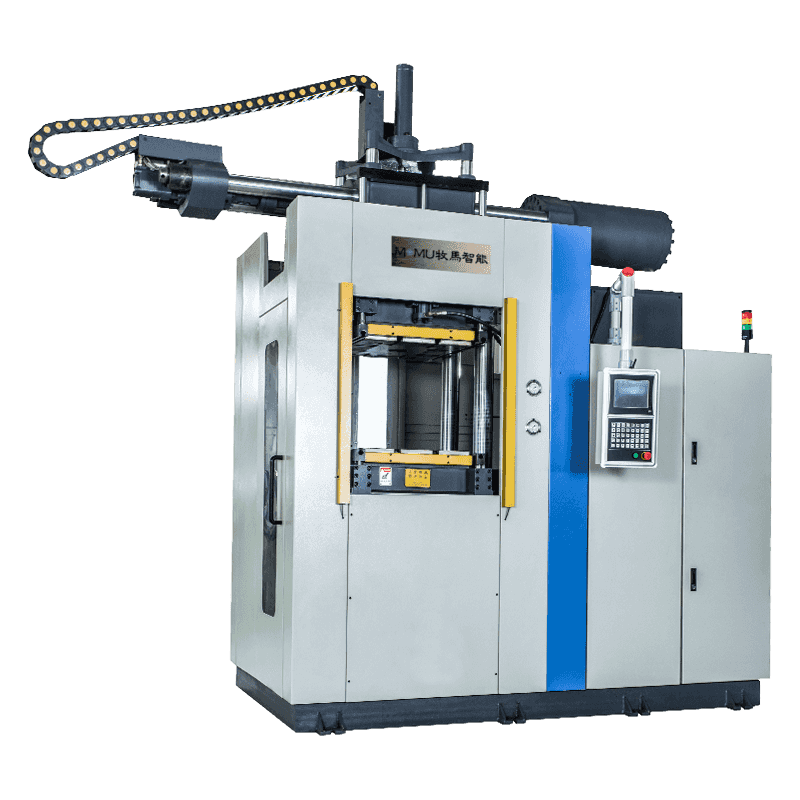
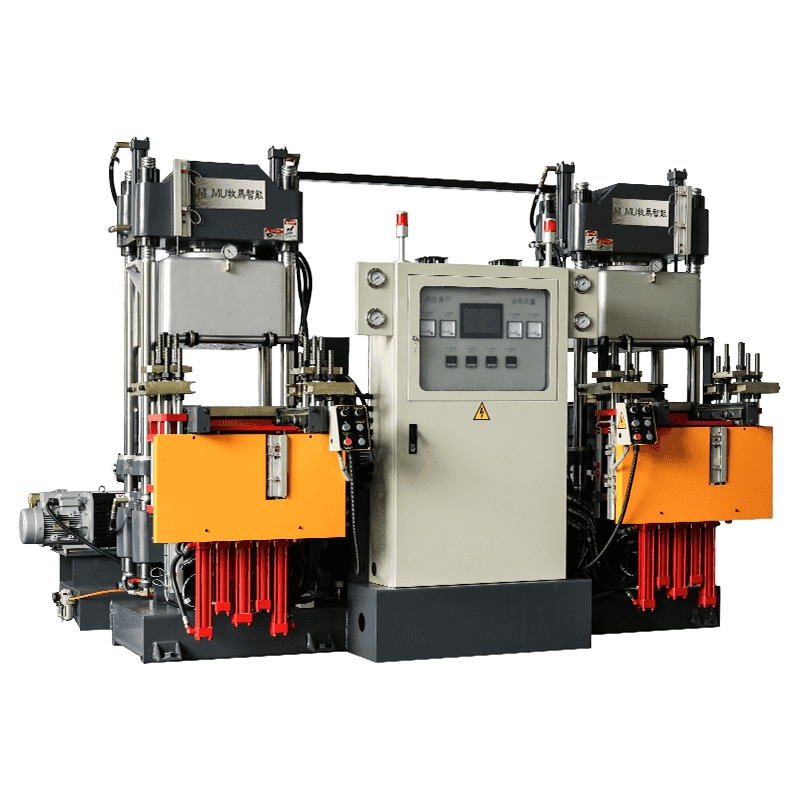
مقایسه ماشین LSR: هیدرولیک در مقابل تمام الکتریکی
| ویژگی | ماشین LSR هیدرولیک | دستگاه LSR تمام الکتریکی |
| تکرارپذیری | خوب | عالی |
| مناسب بودن اتاق تمیز | محدود (خطر آلودگی روغن) | بالا (بدون سیال هیدرولیک) |
| مصرف انرژی | بالاتر | 30 تا 60 درصد کمتر |
| هزینه سرمایه | پایین تر | بالاتر |
| سطح نویز | بالاتر | پایین تر |
| تعمیر و نگهداری | مکرر (درزگیرهای هیدرولیک) | کمتر |
| بهترین برنامه کاربردی | قطعات صنعتی پرقدرت | قطعات پزشکی، مواد غذایی، دقیق |
صنایع و برنامه هایی که تقاضای ماشین LSR را افزایش می دهند
رشد قالبگیری تزریقی LSR بهعنوان یک روش تولید مستقیماً به مجموعه صنایع در حال گسترشی که به خواص مواد سیلیکون در محیطهای مورد استفاده نهایی وابسته هستند، مرتبط است. هر صنعت دارای الزامات خاصی است که نحوه پیکربندی و اعتبار سنجی ماشین های LSR را شکل می دهد.
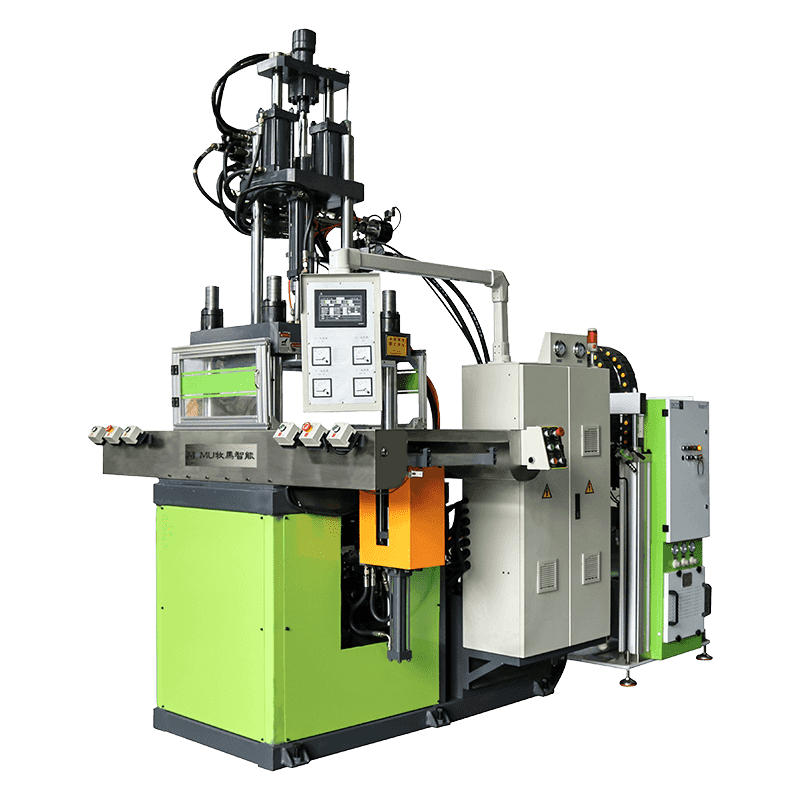
- وسایل پزشکی: زیست سازگاری LSR تحت استانداردهای ISO 10993 و توانایی استریل شدن توسط اتوکلاو، EtO و اشعه گاما، آن را به ماده انتخابی برای کاتترها، ماسکهای تنفسی، مهر و موم دستگاههای قابل کاشت و دستگیرههای ابزار جراحی تبدیل میکند. ماشینهایی که برای تولید LSR پزشکی استفاده میشوند معمولاً تمام الکتریکی، سازگار با اتاق تمیز و مجهز به مستندات فرآیند کامل برای انطباق با مقررات هستند.
- محصولات نوزاد و نوزاد: پستانک ها، پستانک های بطری و محصولات دندان درآوردن به سیلیکون ایمن برای تماس با غذا و فاقد نرم کننده ها و BPA نیاز دارند. گریدهای LSR گواهی شده بر اساس مقررات FDA 21 CFR و EU 10/2011 برای تماس با مواد غذایی استاندارد هستند و محیط های تولیدی باید دارای کنترل های بهداشتی دقیق باشند.
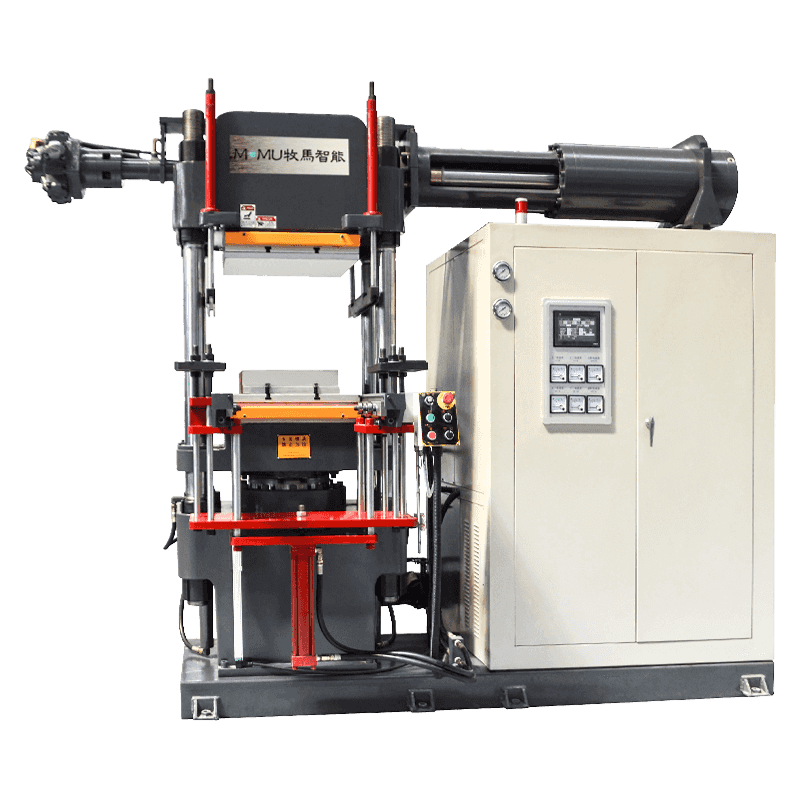
- خودرو: LSR برای مهر و موم گیره، چکمه های شمع، مهر و موم سنسور و اجزای زیر هود که باید در دمای پایدار از -50 درجه سانتیگراد تا 200 درجه سانتیگراد مقاومت کنند استفاده می شود. تولید خودرو با حجم بالا معمولاً از ماشینهای هیدرولیک با قالبهای سرد چند حفرهای برای کارایی هزینه استفاده میکند.
- لوازم الکترونیکی مصرفی: واشرهای ضدآب، غشای دکمهها، نوک هدفون و مهر و موم دستگاههای پوشیدنی، بخشهایی را نشان میدهند که به سرعت در حال رشد هستند. قطعات جدار نازک و با دقت بالا با تلورانس های ابعادی کم رایج هستند که به نفع ماشین های تمام الکتریکی با کنترل سرعت تزریق بالا هستند.
- آب بندی صنعتی: دیافراگم های پمپ، آب بند سوپاپ ها و واشرهای مقاوم در برابر مواد شیمیایی از مقاومت سیلیکون در برابر ازن، اشعه UV و طیف وسیعی از مواد شیمیایی بهره می برند. اینها معمولاً قطعات ضخیمتری هستند که در ماشینهای هیدرولیک با کاویتاسیون پایینتر تولید میشوند.
عوامل حیاتی هنگام انتخاب ماشین قالب گیری تزریقی LSR
انتخاب یک ماشین LSR مستلزم ارزیابی مشخصات فنی در زمینه قطعات خاص، حجم تولید و محیط نظارتی شما است. چندین عامل به طور مداوم تعیین می کنند که آیا سرمایه گذاری ماشینی بازده مورد انتظار را ارائه می دهد یا خیر.
اندازه شات و نیروی گیره باید با قسمت پیش بینی شده و ناحیه دونده مطابقت داده شود تا اینکه به طور ضعیف تخمین زده شود. ویسکوزیته پایین LSR به این معنی است که حتی یک کمبود نیروی گیره کم باعث فلاش می شود - یک لایه نازک از سیلیکون پخته شده در خط جداسازی که نیاز به برش دستی دارد و نرخ ضایعات را افزایش می دهد. نیروی گیره مورد نیاز را در حداقل 0.3 تا 0.5 تن در هر سانتی متر مربع از ناحیه حفره پیش بینی شده محاسبه کنید و اندازه دستگاه را با حاشیه بالاتر از این رقم برای تطبیق با اضافات قالب یا تغییرات طراحی در آینده انجام دهید.
دقت کنترل دما در سراسر قالب به اندازه عملکرد گیره و تزریق دستگاه مهم است. دمای ناهموار قالب باعث تولید قطعاتی با پخت ناسازگار، تغییرات ابعادی و عیوب سطحی می شود. ارزیابی کنید که آیا کنترلکننده دمای قالب دستگاه از نقشهبرداری دمای مبتنی بر ناحیه پشتیبانی میکند یا خیر و آیا طراحی قالب پوشش کانال گرمایش کافی را فراهم میکند یا خیر. در کاربردهای پزشکی دقیق، تغییرات دمای قالب بیش از 2± درجه سانتیگراد در سراسر سطح حفره معمولاً غیرقابل قبول است.
قابلیت های نظارت بر فرآیند و ثبت داده ها برای صنایع تحت نظارت غیرقابل مذاکره شده است. ماشینهای مدرن LSR حسگرهای فشار حفره، پروفیلهای سرعت تزریق و فشار، ثبت دمای قالب و تأیید نسبت اندازهگیری را در یک سیستم نظارت فرآیند یکپارچه یکپارچه میکنند. این دادهها برای اعتبارسنجی فرآیند تحت FDA 21 CFR قسمت 820 و ISO 13485 برای دستگاههای پزشکی مورد نیاز است و مشتریان ردیف 1 خودرو بهعنوان بخشی از بستههای مستندات PPAP به طور فزایندهای درخواست میکنند.
نقص های رایج فرآیند و نحوه جلوگیری از آنها
حتی ماشینهایی که بهخوبی مشخص شدهاند، هنگامی که پارامترهای فرآیند تغییر میکنند یا شرایط قالب به درستی حفظ نمیشوند، نقصهایی ایجاد میکنند. شناخت علل ریشه ای عیوب رایج LSR برای مهندسان فرآیند مسئول کیفیت تولید ضروری است.
- فلش: ناشی از نیروی گیره ناکافی، فرسوده شدن سطوح خط جداکننده یا فشار بیش از حد تزریق است. با تأیید محاسبات نیروی گیره، بازرسی شرایط قالب و کاهش سرعت تزریق در طول فاز پر کردن، رسیدگی کنید.
- پر کردن ناقص / عکس کوتاه: نتایج ناشی از فشار تزریق ناکافی، دروازه های مسدود شده، یا LSR که تا حدی در رانر قبل از رسیدن به حفره خشک شده است. قطر دروازه را بررسی کنید، اطمینان حاصل کنید که دمای بشکه در محدوده هدف دونده سرد قرار دارد، و برای جلوگیری از درمان از آلودگی بررسی کنید.
- چسبندگی سطحی: نشاندهنده خشکی پوست است که اغلب ناشی از نسبت A:B نادرست، دمای قالب بسیار پایین یا زمان پخت ناکافی است. نسبت اندازه گیری را با یک آزمایش توزیع کنترل شده بررسی کنید، یکنواختی دمای قالب را بررسی کنید و در صورت امکان تحمل ابعاد، زمان پخت را افزایش دهید.
- حبس هوا / حفره ها: هوای وارد شده در حین اختلاط یا تزریق با مواد، حباب هایی در قسمت پخت ایجاد می کند. اطمینان حاصل کنید که سیستم اندازه گیری قبل از تولید به درستی پاکسازی شده است و بررسی کنید که سرعت تزریق آنقدر سریع نباشد که هوا به ناحیه دروازه جلوتر از جلوی جریان LSR کشیده شود.
- تغییرات ابعادی بین ضربات: معمولاً به تناقض اندازه گیری، نوسان دمای بشکه یا زمان پخت متغیر به دلیل تغییر دمای قالب مرتبط است. گزارشهای نظارت فرآیند را بررسی کنید تا مشخص کنید کدام متغیر با تغییر ابعاد مرتبط است و زیرسیستم مربوطه را مجدد کالیبره کنید.